隨著科技的迅速發(fā)展,汽車變速器的質(zhì)量及可靠性的要求也越來越高,其中變速器齒輪齒面粗糙度是影響質(zhì)量的主要因素之一。齒輪齒面在剃齒加工過程中,齒面會出現(xiàn)拉傷或撕傷現(xiàn)象,由于粗糙度檢查儀的測頭規(guī)格不一,加之檢測中的誤差,可能出現(xiàn)對一些不合格零件產(chǎn)生誤判,從而導(dǎo)致相嚙合齒輪齒面過早點(diǎn)蝕,使變速器噪聲增大。為將該問題消滅在萌芽狀態(tài),很有必要研究齒輪剃齒齒面拉傷判定標(biāo)準(zhǔn)。
齒面拉傷的相關(guān)內(nèi)容
1.齒面拉傷的定義
拉傷屬于齒輪齒面缺陷的一種常見現(xiàn)象,是在零件熱處理前,齒面加工的最后一道工序?qū)X面去除了過量的材料,導(dǎo)致齒面出現(xiàn)輕微的凹陷。
2.齒面拉傷產(chǎn)生的機(jī)理
在加工齒面工序時,由于工作臺振動、刀具未清理干凈而使工件粘有微小鐵屑,或冷卻、潤滑油中夾雜鐵屑,或刀具嚴(yán)重磨損,都會使齒面產(chǎn)生拉傷現(xiàn)象。
3.齒面拉傷
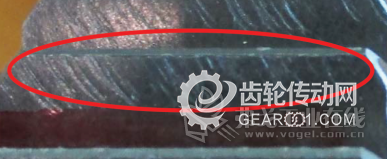
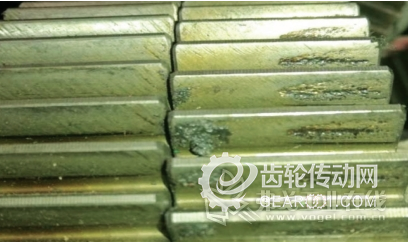
齒面拉傷可分為齒面輕微拉傷和齒面嚴(yán)重拉傷,如圖1和圖2所示。

4.齒面拉傷的檢測方法
常用的表面粗糙度測量方法有比較法、觸針法、光切法、干涉法和印模法等。
(1)比較法
比較法是用已知高度參數(shù)值的粗糙度樣板與被測表面相比較,通過人的感官,亦可借助放大鏡、顯微鏡來判斷被測表面粗糙度的一種檢測方法。
(2)觸針法
觸針法又稱針描法,操作時利用觸針沿被測表面垂直接觸、緩慢滑行,由于被測表面粗糙不平,迫使觸針在垂直于被測表面的方向上產(chǎn)生上下位移,觸針的上下位移量通過傳感器轉(zhuǎn)換為電信號,經(jīng)電子裝置加以放大,相敏檢波和功率放大后,推動自動記錄裝置,直接描繪出被測輪廓的放大圖形,按此圖形進(jìn)行數(shù)據(jù)處理,即可得到Ra值或Rz值,此方法測量迅速、方便,測量精度高,并能直接讀出參數(shù)值,已獲得廣泛應(yīng)用。
(3)光切法
光切法實(shí)施時讓光線通過管內(nèi)的聚光鏡、狹縫和物鏡后,立即變成扁平的帶狀光束,以45°的傾斜角投射到被測表面上,再經(jīng)被測表面反射,形成被測表面的截面輪廓圖形,然后通過另一物鏡將此圖形放大后投影到分劃板上,以它與被測表面的交線所形成的輪廓曲線來測量表面粗糙度。應(yīng)用此法的表面粗糙度測量工具是光切顯微鏡。此法適用于測量Rz和Ry為0.5~60?mm的表面粗糙度,但需要人工取點(diǎn),測量效率低。
(4)顯微干涉法
顯微干涉法實(shí)施時利用光波干涉原理將被測表面的形狀誤差以干涉條紋圖形顯示出來,并利用放大倍數(shù)高的顯微鏡將這些干涉條紋的微觀部分放大后進(jìn)行測量,以得出被測表面粗糙度,應(yīng)用此法的表面粗糙度測量工具稱為干涉顯微鏡。這種方法適用于測量Rz為0.025~0.8?mm的表面粗糙度。
(5)印模法
印模法是一種非接觸式間接測量方法,其原理是利用某些塑性材料做成塊狀印模貼在零件被測表面上,將零件表面輪廓印制在印模上,然后對印模進(jìn)行測量,得出粗糙度參數(shù)值。這種方法適用于大型笨重零件和儀器難以直接測量的表面。
5.齒面拉傷的危害
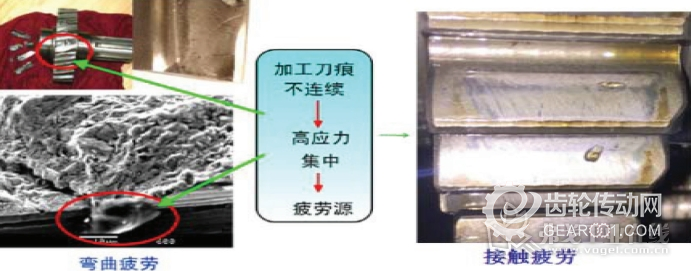
齒面拉傷的危害主要有五點(diǎn)。①影響齒面的耐磨性:齒面越粗糙,嚙合齒面的有效接觸面積越小,壓強(qiáng)越大,磨損就越快,如圖3所示;②影響齒輪零件的疲勞強(qiáng)度:粗糙零件的表面存在較大的波谷,它們像尖角缺口和裂紋一樣,對應(yīng)力集中很敏感,從而影響零件的疲勞強(qiáng)度,如圖4所示;③影響齒面的抗腐蝕性:粗糙的表面易使腐蝕性氣體或液體通過表面的微觀凹谷滲入到金屬內(nèi)層,造成齒面腐蝕;④影響齒輪零件的接觸剛度:接觸剛度是零件結(jié)合面在外力作用下,抵抗接觸變形的能力;⑤影響齒輪的測量精度:零件被測表面和測量工具測量面的表面粗糙度都會直接影響測量的精度,尤其是在精密測量時影響更大。
測量方法在實(shí)際運(yùn)用過程中的局限性
上述測量方法在大批量汽車齒輪剃齒加工的實(shí)際運(yùn)用過程中分別存在著局限性:①行業(yè)內(nèi)對剃齒表面無相關(guān)表面粗糙度標(biāo)準(zhǔn)樣塊,更無關(guān)于拉傷的判定敘述,易造成實(shí)際工作中無據(jù)可依,拉傷判定僅依靠檢驗(yàn)、技術(shù)人員的經(jīng)驗(yàn)判斷,人為因素較多,無法做到客觀公正;②觸針法使用最為普遍,但對位于齒輪邊緣部位的拉傷,在采點(diǎn)過程中不能完全覆蓋拉傷部位,仍然存在測量受限、數(shù)據(jù)誤差過大等問題,得出的數(shù)據(jù)不夠可靠;③光切法和干涉法所使用的儀器,大多數(shù)生產(chǎn)廠并不配備,不能滿足大批量生產(chǎn)過程中快速出具檢測結(jié)果的要求,此外由于印模材料不能完全充滿被測表面微小不平度的谷底,所以測得數(shù)值需進(jìn)行修正;④現(xiàn)場操作者及檢驗(yàn)員不具備檢測手段,送檢時間過長,易造成加工過程等待,生產(chǎn)效率不高。
齒面拉傷標(biāo)準(zhǔn)的建立
以往齒面拉傷的判定過程為:熱處理前當(dāng)檢驗(yàn)發(fā)現(xiàn)齒面拉傷后,通過測量齒面粗糙度和經(jīng)驗(yàn)來評定齒面是否符合設(shè)計及工藝要求。
這一方式屬于事后檢驗(yàn),為將齒面拉傷現(xiàn)象消滅在萌芽狀態(tài),故總結(jié)我公司齒輪設(shè)計研究結(jié)論,結(jié)合多年來齒輪售后故障中早期磨損現(xiàn)象的調(diào)研結(jié)果,同工藝研究部門共同確立了《剃齒工序齒面質(zhì)量目測標(biāo)準(zhǔn)》。以生產(chǎn)現(xiàn)場快速判定零件表面是否拉傷和拉傷的程度分級,便于現(xiàn)場及時調(diào)整加工過程參數(shù),將拉傷問題消除在萌芽狀態(tài),也便于對不合格品進(jìn)行判定及處理。
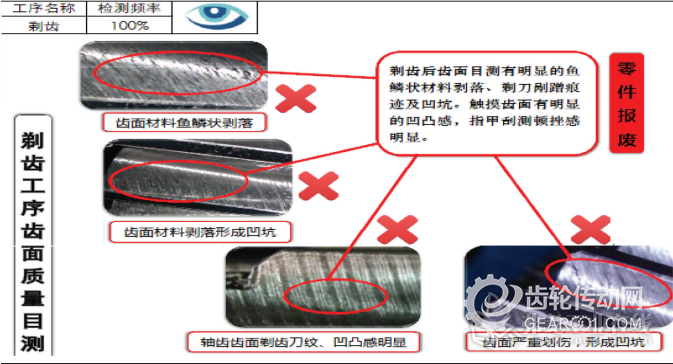
《剃齒工序齒面質(zhì)量目測標(biāo)準(zhǔn)》分為合格、可讓步及報廢三級,其中報廢等級如圖5所示。
《剃齒工序齒面質(zhì)量目測標(biāo)準(zhǔn)》在熱前齒面加工最后一道工序(剃齒工序)進(jìn)行控制,減少了不必要的浪費(fèi)。標(biāo)準(zhǔn)通俗易懂,簡便易行,適合操作人員在加工過程中使用。
《剃齒工序齒面質(zhì)量目測標(biāo)準(zhǔn)》下發(fā)執(zhí)行后的一年時間內(nèi),我公司無一例零件出現(xiàn)因齒面拉傷造成報廢的現(xiàn)象,且現(xiàn)場操作人員普遍反映該標(biāo)準(zhǔn)簡潔、明確,非常實(shí)用,降低了勞動強(qiáng)度,提高了工作效率。
總結(jié)
該判定標(biāo)準(zhǔn)既進(jìn)行了定性描述,又進(jìn)行了定量規(guī)定,填補(bǔ)了我公司齒輪加工檢測判定方面的空白,使齒輪剃齒操作人員明確了何時可繼續(xù)加工、何時則必須調(diào)整,使檢驗(yàn)人員和技術(shù)人員有了最直接的判定依據(jù),使齒面拉傷現(xiàn)象全面可控,大大降低了變速器總成售后故障率。
齒面拉傷的相關(guān)內(nèi)容
1.齒面拉傷的定義
拉傷屬于齒輪齒面缺陷的一種常見現(xiàn)象,是在零件熱處理前,齒面加工的最后一道工序?qū)X面去除了過量的材料,導(dǎo)致齒面出現(xiàn)輕微的凹陷。
2.齒面拉傷產(chǎn)生的機(jī)理
在加工齒面工序時,由于工作臺振動、刀具未清理干凈而使工件粘有微小鐵屑,或冷卻、潤滑油中夾雜鐵屑,或刀具嚴(yán)重磨損,都會使齒面產(chǎn)生拉傷現(xiàn)象。
3.齒面拉傷
齒面拉傷可分為齒面輕微拉傷和齒面嚴(yán)重拉傷,如圖1和圖2所示。
圖1 齒面輕微拉傷
圖2 齒面嚴(yán)重拉傷
4.齒面拉傷的檢測方法
常用的表面粗糙度測量方法有比較法、觸針法、光切法、干涉法和印模法等。
(1)比較法
比較法是用已知高度參數(shù)值的粗糙度樣板與被測表面相比較,通過人的感官,亦可借助放大鏡、顯微鏡來判斷被測表面粗糙度的一種檢測方法。
(2)觸針法
觸針法又稱針描法,操作時利用觸針沿被測表面垂直接觸、緩慢滑行,由于被測表面粗糙不平,迫使觸針在垂直于被測表面的方向上產(chǎn)生上下位移,觸針的上下位移量通過傳感器轉(zhuǎn)換為電信號,經(jīng)電子裝置加以放大,相敏檢波和功率放大后,推動自動記錄裝置,直接描繪出被測輪廓的放大圖形,按此圖形進(jìn)行數(shù)據(jù)處理,即可得到Ra值或Rz值,此方法測量迅速、方便,測量精度高,并能直接讀出參數(shù)值,已獲得廣泛應(yīng)用。
(3)光切法
光切法實(shí)施時讓光線通過管內(nèi)的聚光鏡、狹縫和物鏡后,立即變成扁平的帶狀光束,以45°的傾斜角投射到被測表面上,再經(jīng)被測表面反射,形成被測表面的截面輪廓圖形,然后通過另一物鏡將此圖形放大后投影到分劃板上,以它與被測表面的交線所形成的輪廓曲線來測量表面粗糙度。應(yīng)用此法的表面粗糙度測量工具是光切顯微鏡。此法適用于測量Rz和Ry為0.5~60?mm的表面粗糙度,但需要人工取點(diǎn),測量效率低。
(4)顯微干涉法
顯微干涉法實(shí)施時利用光波干涉原理將被測表面的形狀誤差以干涉條紋圖形顯示出來,并利用放大倍數(shù)高的顯微鏡將這些干涉條紋的微觀部分放大后進(jìn)行測量,以得出被測表面粗糙度,應(yīng)用此法的表面粗糙度測量工具稱為干涉顯微鏡。這種方法適用于測量Rz為0.025~0.8?mm的表面粗糙度。
(5)印模法
印模法是一種非接觸式間接測量方法,其原理是利用某些塑性材料做成塊狀印模貼在零件被測表面上,將零件表面輪廓印制在印模上,然后對印模進(jìn)行測量,得出粗糙度參數(shù)值。這種方法適用于大型笨重零件和儀器難以直接測量的表面。
5.齒面拉傷的危害
齒面拉傷的危害主要有五點(diǎn)。①影響齒面的耐磨性:齒面越粗糙,嚙合齒面的有效接觸面積越小,壓強(qiáng)越大,磨損就越快,如圖3所示;②影響齒輪零件的疲勞強(qiáng)度:粗糙零件的表面存在較大的波谷,它們像尖角缺口和裂紋一樣,對應(yīng)力集中很敏感,從而影響零件的疲勞強(qiáng)度,如圖4所示;③影響齒面的抗腐蝕性:粗糙的表面易使腐蝕性氣體或液體通過表面的微觀凹谷滲入到金屬內(nèi)層,造成齒面腐蝕;④影響齒輪零件的接觸剛度:接觸剛度是零件結(jié)合面在外力作用下,抵抗接觸變形的能力;⑤影響齒輪的測量精度:零件被測表面和測量工具測量面的表面粗糙度都會直接影響測量的精度,尤其是在精密測量時影響更大。
圖3 齒面的磨損
圖4 齒輪疲勞強(qiáng)度受影響
測量方法在實(shí)際運(yùn)用過程中的局限性
上述測量方法在大批量汽車齒輪剃齒加工的實(shí)際運(yùn)用過程中分別存在著局限性:①行業(yè)內(nèi)對剃齒表面無相關(guān)表面粗糙度標(biāo)準(zhǔn)樣塊,更無關(guān)于拉傷的判定敘述,易造成實(shí)際工作中無據(jù)可依,拉傷判定僅依靠檢驗(yàn)、技術(shù)人員的經(jīng)驗(yàn)判斷,人為因素較多,無法做到客觀公正;②觸針法使用最為普遍,但對位于齒輪邊緣部位的拉傷,在采點(diǎn)過程中不能完全覆蓋拉傷部位,仍然存在測量受限、數(shù)據(jù)誤差過大等問題,得出的數(shù)據(jù)不夠可靠;③光切法和干涉法所使用的儀器,大多數(shù)生產(chǎn)廠并不配備,不能滿足大批量生產(chǎn)過程中快速出具檢測結(jié)果的要求,此外由于印模材料不能完全充滿被測表面微小不平度的谷底,所以測得數(shù)值需進(jìn)行修正;④現(xiàn)場操作者及檢驗(yàn)員不具備檢測手段,送檢時間過長,易造成加工過程等待,生產(chǎn)效率不高。
齒面拉傷標(biāo)準(zhǔn)的建立
以往齒面拉傷的判定過程為:熱處理前當(dāng)檢驗(yàn)發(fā)現(xiàn)齒面拉傷后,通過測量齒面粗糙度和經(jīng)驗(yàn)來評定齒面是否符合設(shè)計及工藝要求。
這一方式屬于事后檢驗(yàn),為將齒面拉傷現(xiàn)象消滅在萌芽狀態(tài),故總結(jié)我公司齒輪設(shè)計研究結(jié)論,結(jié)合多年來齒輪售后故障中早期磨損現(xiàn)象的調(diào)研結(jié)果,同工藝研究部門共同確立了《剃齒工序齒面質(zhì)量目測標(biāo)準(zhǔn)》。以生產(chǎn)現(xiàn)場快速判定零件表面是否拉傷和拉傷的程度分級,便于現(xiàn)場及時調(diào)整加工過程參數(shù),將拉傷問題消除在萌芽狀態(tài),也便于對不合格品進(jìn)行判定及處理。
《剃齒工序齒面質(zhì)量目測標(biāo)準(zhǔn)》分為合格、可讓步及報廢三級,其中報廢等級如圖5所示。
圖5 報廢等級
《剃齒工序齒面質(zhì)量目測標(biāo)準(zhǔn)》在熱前齒面加工最后一道工序(剃齒工序)進(jìn)行控制,減少了不必要的浪費(fèi)。標(biāo)準(zhǔn)通俗易懂,簡便易行,適合操作人員在加工過程中使用。
《剃齒工序齒面質(zhì)量目測標(biāo)準(zhǔn)》下發(fā)執(zhí)行后的一年時間內(nèi),我公司無一例零件出現(xiàn)因齒面拉傷造成報廢的現(xiàn)象,且現(xiàn)場操作人員普遍反映該標(biāo)準(zhǔn)簡潔、明確,非常實(shí)用,降低了勞動強(qiáng)度,提高了工作效率。
總結(jié)
該判定標(biāo)準(zhǔn)既進(jìn)行了定性描述,又進(jìn)行了定量規(guī)定,填補(bǔ)了我公司齒輪加工檢測判定方面的空白,使齒輪剃齒操作人員明確了何時可繼續(xù)加工、何時則必須調(diào)整,使檢驗(yàn)人員和技術(shù)人員有了最直接的判定依據(jù),使齒面拉傷現(xiàn)象全面可控,大大降低了變速器總成售后故障率。