深孔鉆削的精度與效率瓶頸,正被硬質(zhì)合金材料革新與結(jié)構(gòu)創(chuàng)新打破,從IC948納米涂層提升性能,到QUICK-3-CHAM三刃鉆頭實(shí)現(xiàn)金屬去除率躍升50%,再到TRIDEEP分屑設(shè)計(jì)優(yōu)化排屑,伊斯卡以材料、結(jié)構(gòu)與工藝的協(xié)同突破,重新定義深孔加工效能邊界。
01.深孔鉆削的挑戰(zhàn)與創(chuàng)新趨勢
如何界定一個(gè)鉆孔操作是否屬于深孔加工,并無統(tǒng)一標(biāo)準(zhǔn)。傳統(tǒng)上,孔深與孔徑之比達(dá)到或超過5倍的操作即被視為深孔鉆孔。然而,隨著金屬切削技術(shù)的進(jìn)步,這一標(biāo)準(zhǔn)已提升至孔深達(dá)孔徑10倍甚至12倍的加工。如今,"深孔鉆削"一詞不僅指特深孔的加工,也涵蓋了用于加工相對"淺"孔和真正"深"孔的專門方法。
除了所有鉆孔操作中普遍存在的挑戰(zhàn)外,深孔鉆削還有其特定的難點(diǎn)。一個(gè)主要問題是排屑不暢。在深孔鉆削中,切屑堵塞在已加工的孔內(nèi)會降低表面質(zhì)量,并可能導(dǎo)致鉆頭斷裂。"啄鉆"方式雖能緩解此問題,但會降低生產(chǎn)效率并增加加工成本。另一項(xiàng)挑戰(zhàn)是冷卻液供給受限,這不僅削弱了有效切削所需的冷卻和潤滑效果,還會影響排屑效率。此外,鉆桿剛性下降可能導(dǎo)致鉆頭偏斜、"跑偏"及振動——所有這些都會對加工精度和刀具壽命產(chǎn)生負(fù)面影響。
這些挑戰(zhàn)推動了先進(jìn)深孔鉆削刀具的發(fā)展。新的設(shè)計(jì)聚焦于:高效可靠的排屑能力以防止堵塞;精準(zhǔn)的冷卻液供給以改善冷卻潤滑并輔助排屑;增強(qiáng)刀具剛性以承受變形和振動載荷;以及采用先進(jìn)的切削材料以延長刀具壽命。因此,技術(shù)創(chuàng)新包括優(yōu)化的容屑槽幾何形狀、強(qiáng)化的分屑切削刃、精密的內(nèi)部冷卻通道、硬質(zhì)合金牌號的前沿涂層及其他新特性。伊斯卡擴(kuò)展其深孔鉆削產(chǎn)品線的最新成果,正是這些持續(xù)創(chuàng)新趨勢的典范。
02.新型硬質(zhì)合金牌號提升抗磨損性能
近期,伊斯卡推出了兩款專門為BTA深孔刀具開發(fā)的新型硬質(zhì)合金牌號。首款牌號IC948適用于使用焊接硬質(zhì)合金鉆頭或可轉(zhuǎn)位刀片的鉆頭,加工鋼材和不銹鋼(ISO P和ISO M應(yīng)用組別)。該牌號采用亞微米級基體并配備納米復(fù)合TiAlCrN PVD涂層,具有優(yōu)異的抗氧化磨損和抗崩刃性能。
第二款牌號IC8355主要設(shè)計(jì)用于裝配可轉(zhuǎn)位刀片的鉆頭,加工碳鋼、合金鋼以及馬氏體和鐵素體不銹鋼(ISO P應(yīng)用組別)。其多層CVD涂層與后處理技術(shù)相結(jié)合,顯著提升了耐磨性和抗斷裂磨損能力,使刀具在中等至高速切削條件下都能保持更長的使用壽命。
03.超長整體硬質(zhì)合金鉆頭提升加工性能
在直徑通常不超過12毫米的小直徑深孔鉆中,整體式結(jié)構(gòu)占據(jù)主導(dǎo)地位。自然,一體式結(jié)構(gòu)在所有可行方案中能提供最高的剛性。然而,對于小直徑整體深孔鉆而言,如何最大限度地提高剛性、確保有效排屑并提供精準(zhǔn)冷卻,存在著相當(dāng)大的難度,特別是在可用設(shè)計(jì)方案受限的情況下。
伊斯卡在其整體硬質(zhì)合金深孔鉆產(chǎn)品系列中新增了超長麻花鉆,其切削深度與直徑比分別達(dá)到30倍徑、40倍徑和50倍徑,對應(yīng)的直徑范圍分別為3–10毫米、3–8毫米和4–6毫米。這些鉆頭具有135度頂角、雙刃帶設(shè)計(jì)、拋光螺旋槽和螺旋內(nèi)冷卻通道。這些綜合特性使其能夠穩(wěn)定、高效地在實(shí)心零件(主要材質(zhì)為鋼材,屬ISO P應(yīng)用組)中鉆削小直徑深孔。
近期,伊斯卡進(jìn)一步擴(kuò)展了整體深孔鉆產(chǎn)品系列,新增了用于加工鑄鐵(ISO K應(yīng)用組)的鉆頭。如上所述,這些鉆頭包含拋光螺旋槽和冷卻通道,同時(shí)還采用三刃帶設(shè)計(jì)和小角度螺旋槽,以進(jìn)一步增強(qiáng)剛性并優(yōu)化鉆孔性能——其應(yīng)用場景包括傾斜入口/出口工況以及交叉孔工況。 新推出的鉆頭直徑范圍為3–12毫米,切削深度與直徑比分別為16倍徑、20倍徑和30倍徑。
新推出的鉆頭直徑范圍為3–12毫米,切削深度與直徑比分別為16倍徑、20倍徑和30倍徑。
04.三刃設(shè)計(jì)理念助力生產(chǎn)效率提升
當(dāng)尋求提升標(biāo)準(zhǔn)雙刃鉆頭的生產(chǎn)效率且其他優(yōu)化途徑均已探索完畢后,增加容屑槽數(shù)量便成為下一個(gè)直觀的改進(jìn)方向。然而,提高金屬去除率需要更大的有效排屑空間——即更大的容屑槽容積,但這會削弱鉆體的結(jié)構(gòu)性能,尤其在長徑比大的加工場景中更為明顯。
QUICK-3-CHAM系列裝配式鉆頭最新推出的可換式三刃硬質(zhì)合金鉆頭,實(shí)現(xiàn)了有效的平衡。其獨(dú)特的容屑槽設(shè)計(jì)最大限度地降低了對強(qiáng)度與剛性的影響,使得在鉆削深度達(dá)10倍徑的孔時(shí)仍能顯著提升生產(chǎn)效率。實(shí)際應(yīng)用表明,該設(shè)計(jì)可實(shí)現(xiàn)金屬去除率最高提升50%。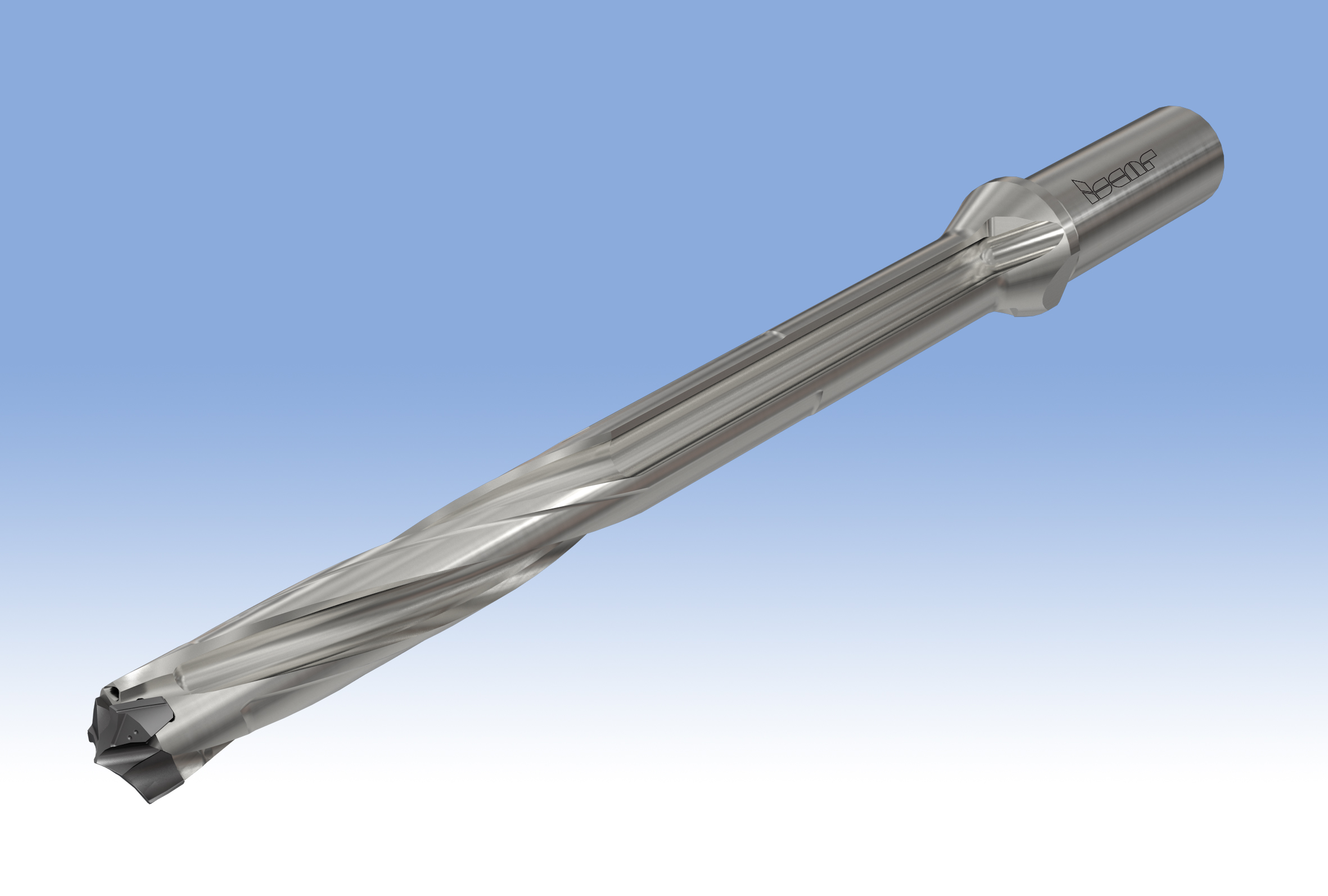 05.優(yōu)勢組合 效能躍升
05.優(yōu)勢組合 效能躍升
在深孔鉆削中,形成細(xì)小切屑能顯著改善排屑效果,從而實(shí)現(xiàn)更高進(jìn)給率并提升生產(chǎn)效率。為此,伊斯卡在多種深孔刀具設(shè)計(jì)中采用了切削刃的分屑幾何方案,特別是在最新推出的TRIDEEP系列可換硬質(zhì)合金刀片深孔鉆中。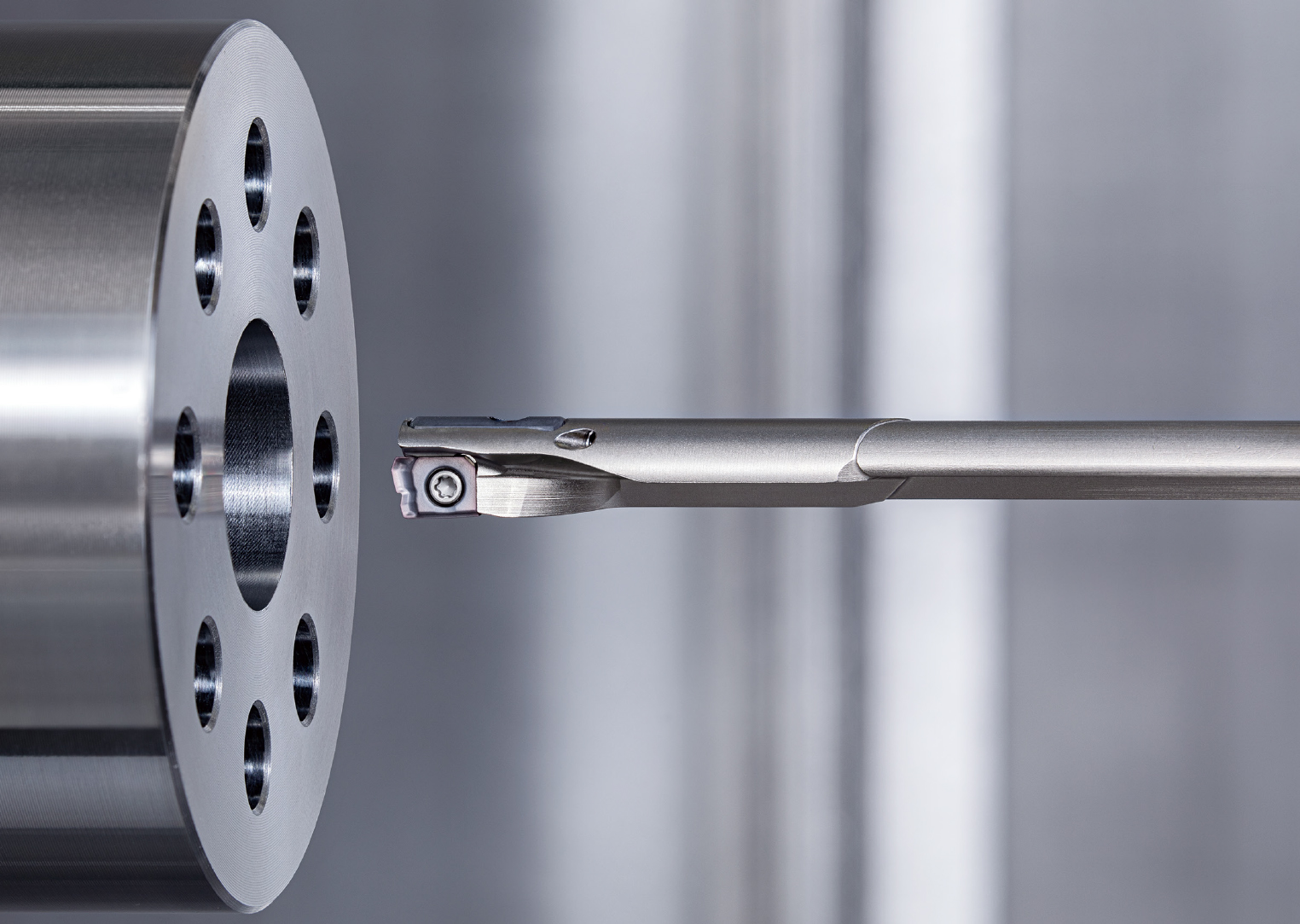 該刀片采用具有分屑設(shè)計(jì)的主切削刃與用于保證精良表面質(zhì)量的副修光刃,并選用先進(jìn)的IC948硬質(zhì)合金材質(zhì)制造。相較前代深孔鉆設(shè)計(jì),新型鉆具采用了增強(qiáng)鉆體以提升強(qiáng)度并防止偏斜。
該刀片采用具有分屑設(shè)計(jì)的主切削刃與用于保證精良表面質(zhì)量的副修光刃,并選用先進(jìn)的IC948硬質(zhì)合金材質(zhì)制造。相較前代深孔鉆設(shè)計(jì),新型鉆具采用了增強(qiáng)鉆體以提升強(qiáng)度并防止偏斜。
分屑效應(yīng)、先進(jìn)硬質(zhì)合金材質(zhì)與增強(qiáng)鉆體結(jié)構(gòu)的協(xié)同作用,極大促進(jìn)了深孔鉆削金屬去除率的提升。標(biāo)準(zhǔn)深孔鉆產(chǎn)品線專為高效加工深徑比達(dá)25倍的孔洞而設(shè)計(jì)。此外,伊斯卡還可提供定制化的TRIDEEP解決方案,支持最大鉆深達(dá)1650毫米。
深孔加工長期以來始終是制造業(yè)面臨的重大技術(shù)挑戰(zhàn)。而伊斯卡創(chuàng)新推出的系列工具,正為突破這一技術(shù)瓶頸提供了可靠解決方案,使深孔加工效能獲得顯著提升。
01.深孔鉆削的挑戰(zhàn)與創(chuàng)新趨勢
如何界定一個(gè)鉆孔操作是否屬于深孔加工,并無統(tǒng)一標(biāo)準(zhǔn)。傳統(tǒng)上,孔深與孔徑之比達(dá)到或超過5倍的操作即被視為深孔鉆孔。然而,隨著金屬切削技術(shù)的進(jìn)步,這一標(biāo)準(zhǔn)已提升至孔深達(dá)孔徑10倍甚至12倍的加工。如今,"深孔鉆削"一詞不僅指特深孔的加工,也涵蓋了用于加工相對"淺"孔和真正"深"孔的專門方法。
除了所有鉆孔操作中普遍存在的挑戰(zhàn)外,深孔鉆削還有其特定的難點(diǎn)。一個(gè)主要問題是排屑不暢。在深孔鉆削中,切屑堵塞在已加工的孔內(nèi)會降低表面質(zhì)量,并可能導(dǎo)致鉆頭斷裂。"啄鉆"方式雖能緩解此問題,但會降低生產(chǎn)效率并增加加工成本。另一項(xiàng)挑戰(zhàn)是冷卻液供給受限,這不僅削弱了有效切削所需的冷卻和潤滑效果,還會影響排屑效率。此外,鉆桿剛性下降可能導(dǎo)致鉆頭偏斜、"跑偏"及振動——所有這些都會對加工精度和刀具壽命產(chǎn)生負(fù)面影響。
這些挑戰(zhàn)推動了先進(jìn)深孔鉆削刀具的發(fā)展。新的設(shè)計(jì)聚焦于:高效可靠的排屑能力以防止堵塞;精準(zhǔn)的冷卻液供給以改善冷卻潤滑并輔助排屑;增強(qiáng)刀具剛性以承受變形和振動載荷;以及采用先進(jìn)的切削材料以延長刀具壽命。因此,技術(shù)創(chuàng)新包括優(yōu)化的容屑槽幾何形狀、強(qiáng)化的分屑切削刃、精密的內(nèi)部冷卻通道、硬質(zhì)合金牌號的前沿涂層及其他新特性。伊斯卡擴(kuò)展其深孔鉆削產(chǎn)品線的最新成果,正是這些持續(xù)創(chuàng)新趨勢的典范。
02.新型硬質(zhì)合金牌號提升抗磨損性能
近期,伊斯卡推出了兩款專門為BTA深孔刀具開發(fā)的新型硬質(zhì)合金牌號。首款牌號IC948適用于使用焊接硬質(zhì)合金鉆頭或可轉(zhuǎn)位刀片的鉆頭,加工鋼材和不銹鋼(ISO P和ISO M應(yīng)用組別)。該牌號采用亞微米級基體并配備納米復(fù)合TiAlCrN PVD涂層,具有優(yōu)異的抗氧化磨損和抗崩刃性能。
第二款牌號IC8355主要設(shè)計(jì)用于裝配可轉(zhuǎn)位刀片的鉆頭,加工碳鋼、合金鋼以及馬氏體和鐵素體不銹鋼(ISO P應(yīng)用組別)。其多層CVD涂層與后處理技術(shù)相結(jié)合,顯著提升了耐磨性和抗斷裂磨損能力,使刀具在中等至高速切削條件下都能保持更長的使用壽命。
03.超長整體硬質(zhì)合金鉆頭提升加工性能
在直徑通常不超過12毫米的小直徑深孔鉆中,整體式結(jié)構(gòu)占據(jù)主導(dǎo)地位。自然,一體式結(jié)構(gòu)在所有可行方案中能提供最高的剛性。然而,對于小直徑整體深孔鉆而言,如何最大限度地提高剛性、確保有效排屑并提供精準(zhǔn)冷卻,存在著相當(dāng)大的難度,特別是在可用設(shè)計(jì)方案受限的情況下。
伊斯卡在其整體硬質(zhì)合金深孔鉆產(chǎn)品系列中新增了超長麻花鉆,其切削深度與直徑比分別達(dá)到30倍徑、40倍徑和50倍徑,對應(yīng)的直徑范圍分別為3–10毫米、3–8毫米和4–6毫米。這些鉆頭具有135度頂角、雙刃帶設(shè)計(jì)、拋光螺旋槽和螺旋內(nèi)冷卻通道。這些綜合特性使其能夠穩(wěn)定、高效地在實(shí)心零件(主要材質(zhì)為鋼材,屬ISO P應(yīng)用組)中鉆削小直徑深孔。
近期,伊斯卡進(jìn)一步擴(kuò)展了整體深孔鉆產(chǎn)品系列,新增了用于加工鑄鐵(ISO K應(yīng)用組)的鉆頭。如上所述,這些鉆頭包含拋光螺旋槽和冷卻通道,同時(shí)還采用三刃帶設(shè)計(jì)和小角度螺旋槽,以進(jìn)一步增強(qiáng)剛性并優(yōu)化鉆孔性能——其應(yīng)用場景包括傾斜入口/出口工況以及交叉孔工況。
04.三刃設(shè)計(jì)理念助力生產(chǎn)效率提升
當(dāng)尋求提升標(biāo)準(zhǔn)雙刃鉆頭的生產(chǎn)效率且其他優(yōu)化途徑均已探索完畢后,增加容屑槽數(shù)量便成為下一個(gè)直觀的改進(jìn)方向。然而,提高金屬去除率需要更大的有效排屑空間——即更大的容屑槽容積,但這會削弱鉆體的結(jié)構(gòu)性能,尤其在長徑比大的加工場景中更為明顯。
QUICK-3-CHAM系列裝配式鉆頭最新推出的可換式三刃硬質(zhì)合金鉆頭,實(shí)現(xiàn)了有效的平衡。其獨(dú)特的容屑槽設(shè)計(jì)最大限度地降低了對強(qiáng)度與剛性的影響,使得在鉆削深度達(dá)10倍徑的孔時(shí)仍能顯著提升生產(chǎn)效率。實(shí)際應(yīng)用表明,該設(shè)計(jì)可實(shí)現(xiàn)金屬去除率最高提升50%。
在深孔鉆削中,形成細(xì)小切屑能顯著改善排屑效果,從而實(shí)現(xiàn)更高進(jìn)給率并提升生產(chǎn)效率。為此,伊斯卡在多種深孔刀具設(shè)計(jì)中采用了切削刃的分屑幾何方案,特別是在最新推出的TRIDEEP系列可換硬質(zhì)合金刀片深孔鉆中。
分屑效應(yīng)、先進(jìn)硬質(zhì)合金材質(zhì)與增強(qiáng)鉆體結(jié)構(gòu)的協(xié)同作用,極大促進(jìn)了深孔鉆削金屬去除率的提升。標(biāo)準(zhǔn)深孔鉆產(chǎn)品線專為高效加工深徑比達(dá)25倍的孔洞而設(shè)計(jì)。此外,伊斯卡還可提供定制化的TRIDEEP解決方案,支持最大鉆深達(dá)1650毫米。
深孔加工長期以來始終是制造業(yè)面臨的重大技術(shù)挑戰(zhàn)。而伊斯卡創(chuàng)新推出的系列工具,正為突破這一技術(shù)瓶頸提供了可靠解決方案,使深孔加工效能獲得顯著提升。