發(fā)動機依靠驅(qū)動齒輪與發(fā)動機飛輪盤外緣的飛輪齒圈相互嚙合來傳遞動力,進而啟動發(fā)動機。在發(fā)動機實際運行過程中,受設(shè)計、加工或裝配等因素的影響,可能會出現(xiàn)齒輪嚙合不佳的情況,或者由于齒根強度不足而引起斷齒、磨齒等現(xiàn)象,最終導(dǎo)致發(fā)動機故障。因此,深入分析飛輪齒圈斷裂原因,并提出有效的改進措施,具有重要的現(xiàn)實意義。
本文以某款2. 8 L柴油發(fā)動機的飛輪齒圈為研究對象,針對其斷齒問題,采用故障樹分析(FTA)法,從材料化學(xué)成分、硬度、金相組織、斷口以及齒圈強度等多個方面進行詳細檢測和分析,以期探明飛輪齒圈斷齒的根本原因,并為改進設(shè)計和制造工藝提供科學(xué)依據(jù),從而有效提高飛輪齒圈的可靠性和耐久性,確保發(fā)動機穩(wěn)定運行。
一、故障現(xiàn)象
根據(jù)2. 8 L發(fā)動機的市場故障信息統(tǒng)計,近3年來,飛輪齒圈頻繁出現(xiàn)斷齒故障,如圖1所示。出現(xiàn)斷齒情況的發(fā)動機行駛里程均在1萬km以內(nèi),屬于早期失效。由圖1可見,飛輪摩擦面無異常磨損和燒蝕,其背面也無異常狀況;齒圈中有1個齒從根部斷裂,其相鄰的2個齒有輕微磨損,其余齒面無磨損。
二、原因分析
飛輪齒圈的材料為45號鋼,供應(yīng)商的制造工藝流程如圖2所示。為查找齒圈斷齒原因,采用二分法進行FTA,如圖3所示。
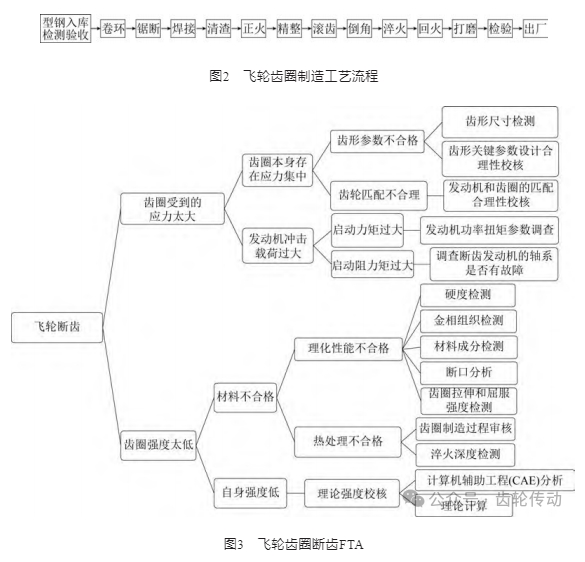
通過FTA可系統(tǒng)梳理可能導(dǎo)致斷齒的各類因素及其邏輯關(guān)系,有助于針對性實施相應(yīng)改進措施,從根源上徹底解決飛輪齒圈斷齒問題,進而保障發(fā)動機正常運行。
通過實施飛輪齒圈齒形檢測、發(fā)動機與齒圈匹配評估、發(fā)動機功能功率扭矩參數(shù)調(diào)研,以及故障發(fā)動機軸系檢查等一系列工作,排除齒圈本身存在應(yīng)力集中和發(fā)動機沖擊載荷過大,致使齒圈受異常外力而斷齒的可能。為深入查明斷齒原因,本研究進一步從故障齒圈的材料理化性能、熱處理和理論強度校核等方面進行排查。
齒圈理化性能檢測
對2個故障齒圈材料成分進行檢測,飛輪齒圈故障件化學(xué)成分見表1。由表1可以看出:各種元素的材料成分均符合45號鋼的標準要求。

飛輪齒圈齒頂需進行淬火處理以保證有足夠硬度與發(fā)動機小齒輪嚙合,要求淬火后齒面洛氏硬度為50~55 HRC。對故障飛輪齒圈硬度進行檢測,結(jié)果見表2。

由表2可以看出:飛輪齒圈故障件的硬度檢測結(jié)果均滿足要求。齒圈硬化層分布對飛輪齒圈的使用壽命至關(guān)重要,飛輪齒圈淬火硬化時需淬透齒面且齒根要有一定硬化深度。若齒根未被有效硬化,則齒面淬透處會產(chǎn)生殘余壓應(yīng)力,齒根產(chǎn)生殘余拉應(yīng)力,這個殘余拉應(yīng)力會明顯降低齒根處的彎曲疲勞強度,從而降低齒圈的使用壽命。當硬化層沿齒面分布(齒根未硬化)時,齒輪的彎曲疲勞強度僅為硬化層沿齒廓分布(齒根硬化)時的50%左右。根據(jù) JB 4187—1986 《汽車發(fā)動機飛輪齒圈技術(shù)條件》,齒槽底部硬化層深度不應(yīng)小于0. 5 mm。為保證淬火有效性,淬火硬化層深度要超過飛輪齒圈齒根0. 5~3. 0 mm 。由表2可知,雖然淬硬層沿齒面均勻分布,但是齒根處硬化深度不達標,發(fā)生斷齒的2. 8 L發(fā)動機飛輪齒圈淬硬層深度未覆蓋至齒槽以下,故不符合設(shè)計標準。綜上,該失效飛輪齒圈沿齒根整齒折斷與齒根硬化深度不夠進而導(dǎo)致齒圈彎曲疲勞強度不足存在因果關(guān)系。
齒根是齒輪結(jié)構(gòu)設(shè)計的薄弱環(huán)節(jié),過渡圓角曲率半徑大小直接影響齒根應(yīng)力集中程度,過渡圓角越小,應(yīng)力集中程度越強。按照GB/T 1356—2001《通用機械和重型機械用圓柱 齒輪 標準基本齒條齒廓》要求,齒根過渡圓角半徑≥0. 38m(m為齒圈模數(shù),本文齒圈模數(shù)為2. 75)。2. 8 L發(fā)動機飛輪齒圈的齒根過渡圓角設(shè)計值為1. 0~1. 5 mm,基本符合設(shè)計標準要求(≥1. 045 mm)。
斷口分析
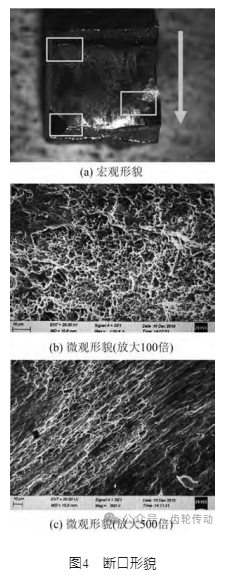
對故障齒圈進行斷口分析,并查找失效原因,結(jié)果如圖4所示。由圖4(a)可知:斷口于齒根處斷裂,由一側(cè)向另一側(cè)呈剪切斷裂,斷口左右兩側(cè)存在顯著的剪切滑移痕跡,斷口中心呈反光小刻面特征。該宏觀形貌屬于典型的兩邊韌性斷裂、中間脆性斷裂。由圖4(b)和圖4(c)可知:起斷區(qū)呈現(xiàn)韌窩形貌,且未發(fā)現(xiàn)夾雜等缺陷;中間區(qū)域為韌窩形貌,韌窩為拉長韌窩,與斷裂方向平行;止斷區(qū)形貌與中間區(qū)域形貌一致,整體形貌表現(xiàn)為材料拉伸滑移,且滑移方向與應(yīng)力方向一致。
有限元分析
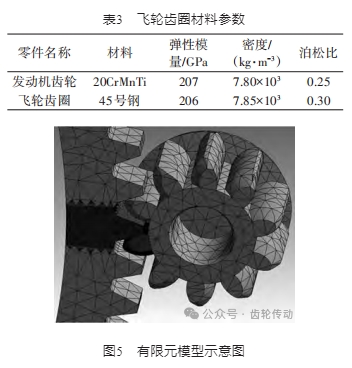
起動機齒輪材料為20CrMnTi,飛輪齒圈材料為 45號鋼,材料參數(shù)見表3。對飛輪齒圈進行有限元分析,模型截取飛輪齒圈和發(fā)動機齒輪數(shù)模,導(dǎo)入Ansys Workbench進行網(wǎng)格劃分,對接觸齒輪嚙合部分進行局部網(wǎng)格細化(網(wǎng)格尺寸為0. 2 mm),劃分好的有限元模型如圖5所示。
在 Ansys Workbench 中根據(jù)表 3 賦予相應(yīng)材料后,將齒輪嚙合面設(shè)置摩擦接觸,摩擦因數(shù)為0. 15;約束飛輪齒圈內(nèi)圓所有自由度;放開發(fā)動機齒輪軸繞軸線的旋轉(zhuǎn)自由度,同時約束其他方向自由度;在發(fā)動機驅(qū)動齒輪(小齒輪)上加載12 N·m扭矩,查看飛輪齒圈應(yīng)力變化情況,結(jié)果如圖6所示。
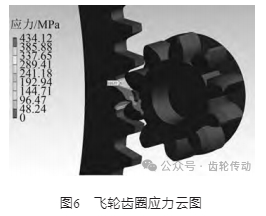
由圖6可知:靜態(tài)條件下,飛輪齒圈齒根處最大綜合米塞斯應(yīng)力為165. 77 MPa;而在動載條件下,齒圈根部過渡圓角處的最大彎曲應(yīng)力為681 MPa。飛輪齒圈材料為45號鋼,根據(jù)GB/T 1172—1999《黑色金屬硬度及強度換算值》可得:淬火后的 45 號鋼抗拉強度(1 710 MPa)>齒根圓角彎曲應(yīng)力(681 MPa)>非淬火 45 號鋼抗拉強度(600 MPa)。從上述分析可知,如果飛輪齒圈存在未淬透的齒根,如遇較大動載時,便會存在斷裂風險。
三、改進措施
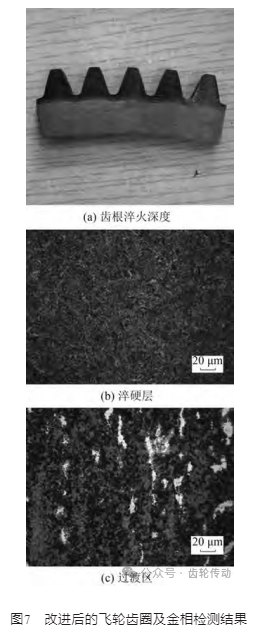
結(jié)合理化性能檢測、斷口分析和有限元分析結(jié)果,失效齒圈沿齒根整齒折斷,與齒根無硬化層而導(dǎo)致的彎曲疲勞強度不足有直接關(guān)系。為此提出改進措施:① 將齒圈淬火深度加深至齒根圓以下1~ 2 mm;② 齒根過渡圓角半徑從原來的1. 0~1. 5 mm 加嚴至1. 3~1. 5 mm。隨后將上述2項改進建議通過圖紙予以固化,并下發(fā)供應(yīng)商嚴格執(zhí)行。圖 7(a)為改進后的飛輪齒圈,經(jīng)檢測其齒根淬硬層厚度為1. 7 mm,齒面淬硬層深度為 7. 8 mm;圖 7(b)、(c)為抽檢改進后飛輪齒圈的金相組織檢測云圖,其中淬硬層為馬氏體組織,過渡區(qū)為回火馬氏體+屈氏體+鐵素體。為進一步驗證改進效果,對齒圈開展齒向疲勞試驗和齒沖擊試驗。試驗結(jié)果表明,改進后的飛輪齒圈未出現(xiàn)裂紋和斷裂,各項指標均合格。
通過市場反饋信息可知,改進后的飛輪齒圈在實際使用中未再發(fā)生斷齒情況。
四、結(jié)語
在飛輪齒圈的設(shè)計過程中,除滿足相應(yīng)的嚙合要求及材料性能要求外,一些影響齒圈性能的關(guān)鍵參數(shù)和尺寸需固化到圖紙上,供應(yīng)商在齒圈制作過程中需嚴格按照圖紙執(zhí)行生產(chǎn)。同時,在設(shè)計過程中還需考慮飛輪齒圈實際受力情況,及時對飛輪齒圈進行全面分析及驗證。
本文針對 2. 8 L發(fā)動機飛輪齒圈頻繁出現(xiàn)斷齒故障展開研究。通過對故障現(xiàn)象的觀察,發(fā)現(xiàn)斷齒發(fā)動機行駛里程短,屬于早期失效,且飛輪齒圈特定齒位呈現(xiàn)斷裂與磨損特征。運用FTA法系統(tǒng)梳理導(dǎo)致斷齒的因素,經(jīng)一系列排查后,從齒圈理化性能、斷口、有限元分析等方面進行深入探究,結(jié)果如下:理化性能檢測表明,材料成分符合標準,但齒根硬化深度不達標;斷口分析顯示為兩邊韌性斷裂、中間脆性斷裂特征;有限元分析得出齒根處應(yīng)力情況,揭示未淬透齒根遇較大動載存在斷裂風險。為此,采取將齒圈淬火深度加深至齒根圓以下 及加嚴齒根過渡圓角半徑的改進措施。改進后的齒圈經(jīng)檢測與試驗,各項指標合格,再未出現(xiàn)斷齒情況。
作者簡介:辛雪軍(1984—),男,碩士,工程師,主要研究方向為整車與發(fā)動機結(jié)構(gòu)強度及NVH分析。
參考文獻略.