軸類零件在制造行業(yè)中作為普遍性的典型零件類型,其零件特性及制造方式多種多樣。本文主要針對大長徑比齒輪軸的制造方式展開研究。大長徑比意味著加工的找正難度將大幅度提高,加工過程中的振動也將對零件表面質(zhì)量帶來負面影響。為充分降低零件研制的技術(shù)風(fēng)險,開展了工藝研究、工藝試驗等科研技術(shù)研究工作,掌握了生產(chǎn)工藝的關(guān)鍵技術(shù),突破了零件研制技術(shù)瓶頸。
一、工藝分析
針對大長徑比齒輪軸的零件特點,主要研究細長軸的加工工藝流程,對零件制造的關(guān)鍵工序進行細化研究,總結(jié)關(guān)鍵工序各技術(shù)風(fēng)險的控制措施,進行工藝流程設(shè)計,重點對外圓加工、內(nèi)孔加工進行研究。
結(jié)構(gòu)分析:某型機組低壓小齒輪為大長徑比齒輪軸類零件,零件長度 3030mm,內(nèi)孔直徑 φ150mm,內(nèi)孔粗糙度 Ra3.2,跳動0.5 mm,軸頸外圓 φ240mm,工件軸頸公差0.029 mm、軸頸跳動 0.012mm、圓柱度0.007mm、軸徑粗糙度 Ra0.4。以此低壓小齒輪為研究主體,開展大長徑比齒輪軸的制造研究工作。
工藝設(shè)計分析:低壓小齒輪軸頸的精度要求較高,對設(shè)備及工藝方法具有較高的要求,同時在機加過程中需嚴格控制裝夾找正方式,摸索合理的切削參數(shù),減小切削應(yīng)力,降低加工中的振動及撓性變形,從而降低零件制造技術(shù)風(fēng)險。
技術(shù)難點及關(guān)鍵點:通過分析低壓小齒輪加工要求和結(jié)構(gòu)特點,加工主要難點工序為軸頸加工、長深孔加工等過程。具體如下:
軸徑精度 h6 等級,粗糙度 Ra0.4,需要采用磨削方式才能實現(xiàn),車削、磨削工藝參數(shù)及余量分配將影響最終加工精度,需進行相關(guān)工藝試驗進行驗證。
深孔長度 3030mm,一次裝夾無法完成整體加工,而二次裝夾增加了加工誤差,控制基準轉(zhuǎn)換精度是加工過程的關(guān)鍵點。
二、研究內(nèi)容
軸頸高精度加工研究:為降低刀具產(chǎn)生的尺寸誤差,精加工前進行多次試切,掌握切深理論值與實際值的誤差,且在中間過程中多次測量加工后零件尺寸,以便隨時調(diào)整進刀量。進行細長軸車削參數(shù)試驗,從刀片消耗、加工效果等方面綜合考慮,選擇合適的切削參數(shù)。截取的試驗過程部分數(shù)據(jù)見表 1。
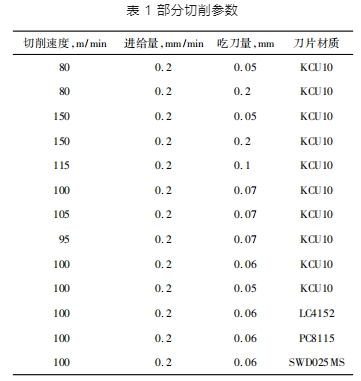
根據(jù)試驗結(jié)果,得出切削速度 100m/min、進給量 0.2mm/min、吃刀量 0.06mm 時,加工效果最佳。
為了控制軸頸的形位公差,采用合適方式降低加工的找正誤差。采用一夾一托方式裝夾,在低壓小齒輪樣件翻身前增加幾處跳動檢查要求。低壓小齒輪樣件翻身后找正時,對翻身前增加處的跳動進行復(fù)檢及調(diào)整,直至與翻身前跳動數(shù)值相同。精加工均以相同位置為基準找正的方式,彌補二次裝夾帶來的誤差。
精加工軸徑,采用一夾一頂?shù)姆绞剑瑑啥伺鋹烆^加工,中間輔之以輔助支撐。為保證加工精度要求,制定了如下 3 套方案:
方案一:采用高精度數(shù)控深孔車床( PT1 - 1250Ⅱ6000) 進行精車加工,設(shè)備配有高精度動力磨頭,可以進行齒頂圓及軸徑的磨削,精車及精磨兩序由同一設(shè)備完成,可以避免工件二次裝夾找正帶來的誤差,提高加工精度。
方案二:采用數(shù)控轉(zhuǎn)子車床進行加工,數(shù)控轉(zhuǎn)子車配置了專用砂帶拋光機,精加工留 0.02mm 余量后,對軸徑及齒頂進行拋磨。
方案三:采用數(shù)控轉(zhuǎn)子車床精車齒輪外圓及軸徑,外圓留磨量,轉(zhuǎn)長臥式磨床或 KVH4 - 2600 臥磨中心磨準齒輪外圓及軸徑。磨削試驗數(shù)據(jù)見表 2。
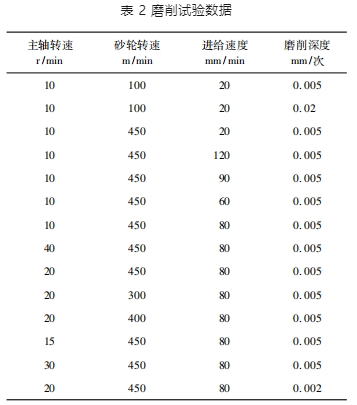
在主軸轉(zhuǎn)速 20r/min、砂輪轉(zhuǎn)速 450m/min、進給速度 80mm/min、磨削深度 0.002mm/次的條件下,加工效果最佳。
經(jīng)過試驗論證,3 種方案均可達到預(yù)期加工精度。由于方案二采用砂帶磨受機床配備的刀臺限制,對工作空間要求較大,且加工效率略低于 KVH4 - 2600 臥磨中心。因此,方案一、方案三為首選方案。
長深孔加工:針對細長軸深孔加工,關(guān)鍵點在于孔與外徑的同心度。從零件結(jié)構(gòu)進行分析,一次裝夾加工出深孔并不可行,因此 需采用一夾一托翻身二次裝夾的加工方式較為合理。采用專用減振車刀桿對內(nèi)孔進行精車,并對相應(yīng)加工參數(shù)進行研究,保證粗糙度在 Ra3.2 以內(nèi)。
(1) 采用一夾一托翻身二次裝夾方式,確定外圓均布 3 處找正基準,找正并記錄數(shù)據(jù),翻身裝夾后以同樣的 3 處找正基準進行找正,確保找正精度不低于翻身前的找正精度。
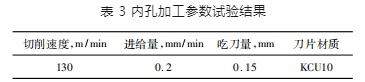
(2) 采用 φ140 減振車刀桿進行精加工,對精加工末序進刀量進行控制,通過試驗觀察切屑狀態(tài),如出現(xiàn)混亂屑及斷屑不良應(yīng)及時調(diào)整切屑參數(shù),從而保證減振刀桿加工效果,每側(cè)加工長度要大于 L /2。內(nèi)孔加工參數(shù)試驗結(jié)果見表 3。
(3) 輔助控制措施: 內(nèi)孔磨削裝置對內(nèi)孔進行拋磨處理,裝置有效長度 1738mm,能夠滿足深孔拋磨要求。
三、總結(jié)
經(jīng)理論分析結(jié)合試驗驗證,嚴格控制切削參數(shù)的情況下,多點找正盡量減少找正誤差,配合高精度外圓磨削設(shè)備,可以有效控制細長軸的外圓軸頸加工精度。選用合適的減振刀桿可以有效提高內(nèi)孔加工精度及加工效率。同時由于零件翻身加工的必要性,多點找正可以減少找正的誤差,提高精度。若零件粗糙度存在進一步提升需求,普通內(nèi)孔磨削加工方式無法涵蓋長深孔加工范圍,需專用內(nèi)孔拋磨裝置來保證。
參考文獻略.