聚晶立方氮化硼(PCBN)復合材料具有較高的硬度和耐磨性、很高的熱穩定性、優良的化學惰性、較高的導熱性、較低的摩擦因數等優異特性。目前,常用的PCBN復合材料是PCBN復合片,是在高溫高壓下將含結合劑的 CBN 微粉放在硬質合金基底表面燒結合成的復合片。用PCBN復合片制作的刀具已經在諸多行業中部分取代合金刀具,如汽車行業的齒輪、發動機缸體、空調行業的壓縮機、煤礦機械的活塞柱以及風電行業的大型齒輪加工等。目前,關于PCBN刀具切削加工淬硬鋼、高合金耐磨鑄鐵以及難加工材料已有許多相關報道,實驗結果均表明 PCBN 刀具具有很好的加工性能,有很好的發展前景。雖然我國研究與制造PCBN材料時間較早,但基礎關鍵技術研究及原材料制備工藝落后,高性能 PCBN 刀具材料仍然有 80% 左右要從國外公司進口,因此,相關研究在我國有很大的進步空間。
近年來,高性能 PCBN 刀具材料的研究取得了很大的進展。例如 Ji Huanli等采用 Si3N4-Al2O3-Al 為結合劑,在HPHT(高溫高壓)下制備了相對密度為 99.38%,彎曲強度為610.5 MPa,硬度為49.2 GPa,氧化溫度為 1 215.9 ℃,最大斷裂韌性為 7.2 MPa.m1/2 的樣品,結果表明CBN復合材料由于其改進的機械性能和熱性能,在切割加工中具有良好的應用前景。莫培程等以 Ti/Al/Si 為結合劑原位合成了顯微硬度為 34.58 GPa,抗彎強度為 799 MPa,氣孔率 為 0.21%,相對密度為 98.5% 的聚晶立方氮化硼復合材料。Li Mingliang等以聚硅氮烷(PSN)和 Al 為燒結添加劑,制備了相對密度為 99.7%,維氏硬度為 25.2 GPa 和彎曲強度為 602 MPa 的聚晶立方氮化硼復合材料。目前對結合劑種類、結合劑配比或者燒結溫度的研究都較多,但是關于合成工藝中壓力對復合片性能影響的研究還較少。
合成壓力是影響PCBN刀具材料性能的關鍵因素。因此,實驗主要研究合成壓力對 PCBN 復合片微結構與性能的影響及其作用機制,以期探索制備出高性能的 PCBN 復合片刀具,推動國產 PCBN 刀具技術發展。
一、實驗
實驗原料為 CBN(粒徑 1~3 μm,純度大于 99.99%(質量分數,下同));Ti粉(粒徑1~2 µm,純度大于 99.9%);Al粉(粒徑 1~3 µm,純度大于 9.9%)。將原料按一定比例進行混料后裝入 300 r/min 的行星球磨機(粉末:球:乙醇比等于 1:3:1.5)中一起磨碎 1.5 h,干燥 6 h,然后在 800 ℃的真空管式爐進行高溫凈化處理,處理時間為2 h。最后將粉料組裝入直徑 35 mm的圓柱形鈮杯中,在六面頂壓機上進行高溫超高壓燒結。
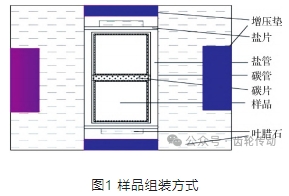
實驗為提高合成壓力,對組裝結構進行了改進,在充分考慮高壓合成安全性和穩定性的條件下,在原有組裝結構6個面添加增壓塊,并通過調整錘壓的方式提高了合成塊的燒結壓力。實驗時采用間接加熱方式,依靠腔體內部的石墨發熱體加熱 CBN 粉末,并在腔體內采用氧化鋯保溫材料,以加強高壓燒結系統的安全性和腔體燒結溫度的均勻性。實驗過程中,利用Bi、Ba、Ti金屬絲的高壓相變 點標定腔體內部的實際壓力。高壓腔體壓力分4個梯度,分別為 5.5、6、6.5、7 GPa,不同的實驗條件下只調整最高壓力值,升壓段和降壓段保持一致;保溫時間為 700 s,溫度為 1 500 ℃。圖 1 為樣品組裝方式。燒結塊是由增壓墊、樣品、鹽管、碳片、碳管和葉臘石塊等一起組成的實心塊體。葉臘石是層狀結構,在高壓下有良好的傳壓效果。鹽管的作用是為了使高溫下熔融鹽起到均衡壓力的作用,使原料粉體盡量接近等靜壓的狀態。增壓墊的作用是為了進一步提升內部壓力。同時利用碳片、碳管等的導電性能對組裝塊進行加熱燒結,最終合成出 PCBN材料。
高壓燒結實驗完成后,首先在平面磨床上利用陶瓷砂輪將燒結 PCBN 樣品磨去金屬杯,然后在研磨機上進行研磨,最后采用超聲波清洗機清洗、烘干,從而獲得用于測試分析的樣品。采用D/max-rA 12 kW型X射線衍射儀分析PCBN樣品中的物相及組成;采用 S4800 型掃描電鏡對樣品進行顯微形貌觀察;采用超聲波掃描(C掃描)進行無損檢測,測量樣品內部質量;采用JS2000型金剛石燒結體磨耗比儀,按照 JB/T3235-2013 標準,通過 PCBN 樣品與標準氮化硅砂輪(200 目)對磨進行磨耗比測定;采用三點抗彎強度測試燒結樣品的抗彎強度;最后將樣品做成成品刀具在數控車床進行車削實驗對比。
二、PCBN材料的性能研究
PCBN材料物相分析
圖 2 為不同合成壓力下 PCBN 材料 XRD 圖,由 XRD 圖譜可知經高溫高壓合成后的 PCBN 材料的物相由 TiN,AlN,BN 和 TiB2構成,原料中加入 Al、Ti 并沒有檢測出來,說明其已經完全反應,轉變成了 TiN,AlN和TiB2的結合相。推測燒結過程中發生的反應過程如下:
反應過程中合成的 TiN,AlN 和 TiB2具有非常優良的力學性能,如高硬度、耐磨損性、高導熱率和較低的熱膨脹系數等,其與 CBN 的匹配度也很好,非常適合作為PCBN的結合劑。綜上所述實驗合成的 PCBN 材料兼具韌性好,熱穩定性高,硬度高,導電性好等優勢,具有良好的綜合性能。由XRD圖可知,不同合成壓力下 PCBN 材料的物相無明顯差別,表明當壓力達到 5.5 GPa 時,就能合成 PCBN 材料。隨著合成壓力的提升,位于42.7°左右的TiN和 44.4°左右的TiB2的衍射峰強度均有不同程度升高,表明提高合成壓力可以起到增強復合材料結晶度的作用,有利于材料力學性能的提升。

PCBN材料微觀結構分析
圖 3為不同合成壓力下 PCBN材料斷面拋光后的SEM照片。
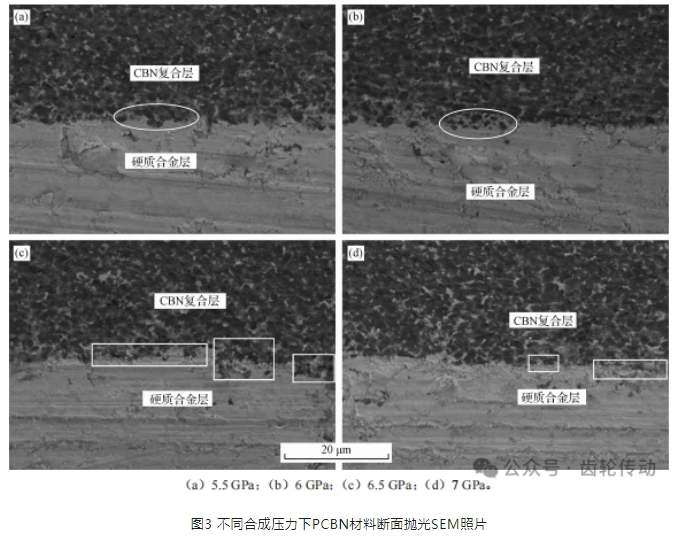
由圖 3 可知,PCBN 材料由 CBN 復合層和合金層構成。在樣品合成過程中,結合劑在高溫高壓作用下,均勻的填充在內部孔隙中,新生成的TiN,AlN 和TiB2的結合相與CBN之間相互連接,形成了致密的組織結構。如圖 3 所示,不僅可以觀察到復合層中CBN顆粒與結合劑的分布狀態,還能看到復合層與硬質合金基底的連接情況。圖 3 中的 CBN 層組織均勻一致,沒有出現結合劑或者 CBN 團聚現象。在5.5 GPa和6 GPa的合成壓力下,觀察到復合層和硬質合金層粘接在一起,并未發現結構上的變化。隨著合成壓力的提升,如圖 3(c)所示,合金襯底和 CBN層的結合界面處有顆粒破碎、元素相互滲透的現象;特別是圖 3(d)的結合面,元素相互滲透的現象更為明顯,這使得界面結合處組織更為致密均勻,復合層和合金層的結合強度更高,作為刀具使用不會出現復合層脫落現象。在更高壓力作用下,外部系統提供了更多的能量,使內部各物質的活性增強,從而促進了各元素向低濃度方向更多的擴散。這表明,提高合成壓力可以提高 PCBN 材料的界面結合強度,減少分層、裂紋的發生,提高合成產品的成品率。
PCBN材料超聲波掃描分析
超聲波掃描(C掃描)是一種以超聲波為傳播媒介的無損檢測方法,其工作原理為采用反射掃描方式來檢查材料內部是否存在分層、空洞、裂縫等缺陷。PCBN 復合片在作為刀具材料使用時,首先要求PCBN復合片中的CBN聚晶層厚度偏差小,同時內部無分層、表面無裂紋和斑點等,這樣才能保證刀具材料性能優良。因此,實驗采用超聲波掃描(C 掃描)來檢測 PCBN 復合片樣品的厚度偏差和是否存在內部缺陷。圖 4(a)、(b)的 CBN 層都出現了至少 4 個顏色區域,厚度在 0.71~0.96 mm,顏色區域越多,表明樣品的平整度較差。圖4(c)的CBN層都只出現 3 個顏色區域 ,厚度在 0.82~0.87mm,顏色區域越少,表明樣品的平整度較好。圖 4(d)有 3個樣品的 CBN 層都只出現 2 個顏色區域,厚度在 0.84~0.87 mm,顏色區域最少,厚度分布均勻,平整度最好。

由圖4可知,隨著壓力的增加,樣品中的顏色偏差越來越少,厚度分布逐漸變得均勻,平整度越變越好。這可能是在較高的合成壓力下整個高壓腔體內部趨于等壓狀態,從四周到中心的壓力梯度減小所致。這表明,提高合成壓力有助于提高 PCBN 材料中CBN層的平整度。
PCBN材料抗彎強度與磨耗比分析
圖 5為不同合成壓力下 PCBN材料的抗彎強度與磨耗比的變化曲線。由圖 5 可知,隨著合成壓力的增加,試樣的抗彎強度與磨耗比也增加。在 5.5 GPa 的較低合成壓力下,試樣的抗彎強度與磨耗比相對較低,分別為 772.4 MPa和 4 830。當壓力增加到 7 GPa 的最高壓力時,試樣的抗彎強度與磨耗比均達到最大值,分別為1 214.1 MPa和9 200 MPa,與 5.5 GPa下合成的樣品相比,抗壓強度和磨耗比分別提高了 90% 和 57%。材料致密度是影響耐磨性和抗彎強度的重要因素之一。在試樣合成過程中,增加壓力可以使試樣內部空隙收縮變大,粉末呈密集堆積狀態,結合劑顆粒能夠逐步進入到 CBN 顆粒間,從而使得復合層中形成的孔隙逐漸變小,試樣燒結前的致密化過程進行得越徹底,樣品中的CBN 層也就更致密。同時,在燒結過程中當合成溫度達到金屬結合劑熔融溫度后,結合劑顆粒變成熔融態在體系內部發生流動現象,使CBN復合層發生體積收縮,同時伴隨著新結合相的生成。小顆粒CBN在熔融相的作用下,發生滑移進入大顆粒CBN間的孔隙中,使得 CBN 復合層得到進一步的收縮,并且壓力越高,收縮越大,PCBN 材料越致密。因此,適當地提高合成壓力,可使PCBN材料燒結得更徹底,從而使得致密度、耐磨性以及抗彎強度得到提高。

三、PCBN 刀具切削 20CrMnTi 齒輪件實驗
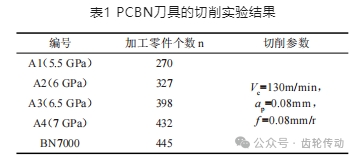
實驗選取國際一線品牌日本住友電工的 BN700 作對比,將實驗合成的 PCBN 材料制成 TNGA160408外圓車刀進行車削實驗。工件材料為 20CrMnTi齒輪件,工件硬度為58~62 HRC。以在相同的加工參數下加工的零件個數作為刀具切削性能的考量標準。不同刀具的切削實驗結果如表 1 所示,其中 A1、A2、A3、A4 分別表示 5.5、6.0、6.5、7 GPa 下合成的刀具材料,BN7000 表示日本住友電工的刀具材料。在 5.5 GPa 下合成的 A1 材料,由于合成壓力較低,因此其力學性能較差,做成的 A1 刀具的耐磨性也較差,加工零件個數最少,僅有 270個;隨著合成壓力的提升,刀具加工的零件個數在增加。在合成壓力為 6.5 GPa時,合成出的 A3樣品有較好的耐磨損性能,此時的刀具加工零件個數較多,達到了398個。當合成壓力為7 GPa時,A4刀具加工零件個數最多,達到 432 個。刀具材料的切削性能與其力學性能相關,力學性能優異的材料其相應的刀具切削性能也優異。BN7000刀具加工齒輪件個數最多,達到 445個,實驗在 7 GPa下合成的刀具材料性能與住友 BN700 在加工齒輪件上性能比較接近,有很好的市場前景。
四、結論
(1)在 7 GPa壓力下,合成的 PCBN樣品的抗彎強度和磨耗比最佳,分別為1 214.1 MPa和9 200。
(2)在 7 GPa 壓力下合成的 PCBN 樣品的切削性能與住友BN700的相當,有很好的市場前景。
(3)隨著合成壓力的提高,PCBN復合材料中的 CBN 復合層厚度分布逐漸變得均勻,平整度越來越好,產品在切割中的利用率較高。
參考文獻略.