在研究了螺旋錐齒輪齒頂倒棱的理論基礎上,以 FAGOR CNC 8070-OL 數控系統為開發對象,介紹了螺旋錐齒輪齒頂倒棱軟件的開發流程。軟件的人機界面設計使用 VB.net 跨平臺開發,參數計算邏輯程序使用 C++語言編寫,軟件所需的各項參數以 ACCESS 2010 作為數據支撐,利用發格系統自帶的 FGUIM 開發軟件作為第三方軟件與數控系統的連接,開發了螺旋錐齒輪齒頂倒棱軟件,并嵌入 FAGOR 8070-OL 數控系統中,實現了參數計算、NC 數控代碼生成和數據庫管理等功能。
隨著齒輪加工技術越來越趨于高效率化、高精度化,傳統的人工倒棱和人工手動輸入數控加工代碼越來越難以滿足現代生產加工的要求,自動化倒棱技術也慢慢走進了大眾的視野。自動化倒棱技術 只需要操作者簡單地輸入齒輪的各項參數(如螺旋角、大端模數、小齒輪齒數、大齒輪齒數、齒寬、齒形角、刀盤名義半徑、刀尖露出長、刀具夾角、倒棱長和齒厚調整系數等),系統就會自動計算出倒棱技術所需要的其他參數,進而自動生成可供機床倒棱的數控代碼進行自動化倒棱。這項技術不要求操作者必須具有系統的專門知識,只要簡單地輸入相應的參數就可以完成編程任務,不需要進行專人技術培訓,從而降低生產成本。
在數控系統二次開發方面,對于發格數控系統二次開發的文獻少之又少。劉晟針對強力刮齒對西門子 840D 進行了二次開發,推廣了刮齒加工;趙世杰基于西門子 840D 進行二次開發滿足磨齒加工的需求;國外的 Lu H X 也在西門子 840D 數控系統人機界面軟件的基礎上開發的補償控制軟件;薛剛提出一種基于發那科 C 語言執行器的二次開發方法;池文慧使用 FANUC 數控系統自帶的FANUC PICTURE 開發軟件對人機界面開發,提高了機床的可操作性;孫科星等人針對目前數控機床生產與管理環節存在的信息交互困難、過程不透明和運行效率低下等問題,設計一套基于以太網 的 FANUC 數控機床 DNC 系統;丁國龍等人針對渦輪加工,基于華中 HNC-848 數控系統進行二次開發,為國產數控系統二次開發提供了一套實用的方法;國外的 Wings E、Toquica J S 等人基 于 LinuxCNC 對數控系統進行二次開發,得到了性能更好的數控系統來應對不同的加工情況。
結合以上相關的二次開發研究,以 FAGOR CNC8070-OL 為二次開發系統對象,基于 FAGOR 8070-OL 數控系統提供的二次開發平臺 FGUIM 軟件,利用 VB.net、C++ 混合編程技術,開發出一個開放式的數控系統,更便捷地定制用戶的特殊需求,實現自動化倒棱技術。
一、螺旋錐齒輪倒棱軌跡求解
齒頂棱線方程求解
要進行螺旋錐齒輪齒頂倒棱軟件的開發,首先需求解出螺旋錐齒輪倒棱軌跡的參數化方程,便于編寫代碼程序進行軟件二次開發。
由文獻可得:
螺旋錐齒輪齒厚 se 為:

式中:k 為齒厚調整系數,根據《螺旋錐齒輪設計與加工》中的圖 3.12 可得出數值。
再根據齒厚公式計算得出:
由圖 1 知齒頂棱線方程為(左棱為負,右棱為正):

刀具軌跡方程求解:
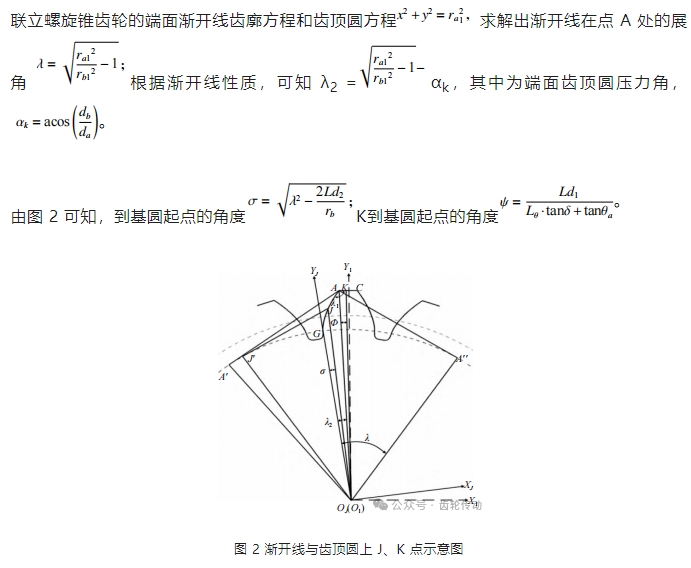
基于坐標系下,求解 A 點的坐標:
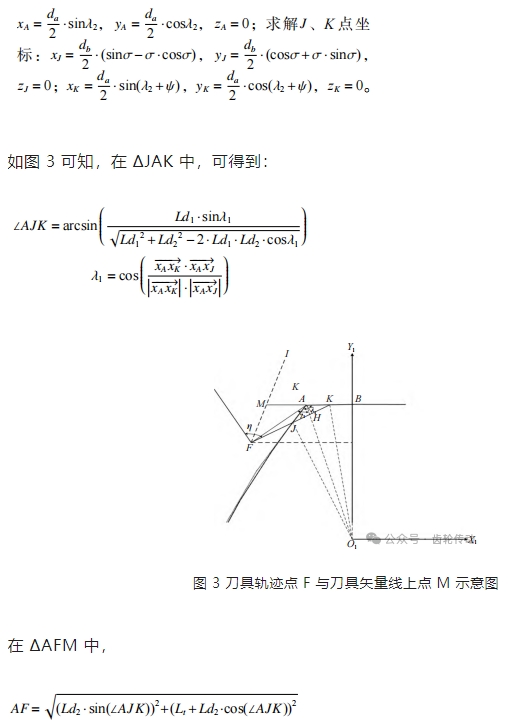
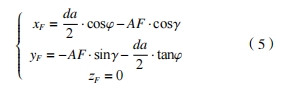
在局部坐標 X1O1Y1下 F 點坐標:
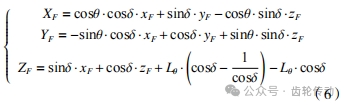
通過坐標變化矩陣求出基于工件坐標下 F 點坐標:
根據文獻中轉角公式求解 B、C 軸轉角:
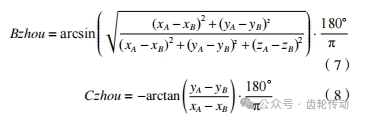
F 點坐標與 B、C 軸轉角的求解為后文螺旋錐齒輪的齒頂倒棱提供了理論基礎。
二、螺旋錐齒輪自動化齒頂倒棱加工軟件開發
CNC8070-OL 二次開發基本流程 :
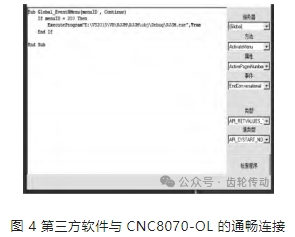
基于 FAGOR 自帶的 FGUIM 軟件開發,首先要單獨地開發出一款第三方軟件,即螺旋錐齒輪自動化齒頂倒棱加工軟件。首先使用 VB.net 設計出人機界面;然后在 VS 2015 的開發環境下利用 C++ 編寫后臺程序并且封裝成多個 COM 組件,供 VB.net 直接引用,實現自動生成 NC 代碼進行加工的功能;最后通過 FGUIM 軟件與 CNC8070-OL 數控系統之間的相互連接,使第三方軟件嵌入數控系統運行。為了將軟件嵌入數控系統中,需要先復制軟件的路徑,如:“E:\VS2015\VB\RJJM\RJJM\obj\ Debug\RJJM.exe”(要注意,必須復制到帶有.exe 的后綴名才能結束復制)。雙擊打開 FGUIM 軟件,在“組成部分”中選擇需要的“自動”或者“手動” 模式,單擊菜單欄中的“ S” 按鈕,出現一個 VBscrip 腳本,在腳本中需要我們輸入代碼,保證第三方軟件與 CNC8070-OL 的通暢連接,如圖 4。
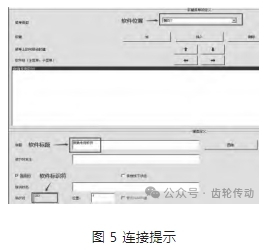
完成連接后,為了能讓第三方軟件更加簡潔明了地顯示在數控系統的界面上,需要在 FGUIM 軟件中選中菜單欄中的“ED”按鈕并單擊,出現設置界面,可以設置軟件圖標所在位置、圖標名稱、圖標與 CNC8070-OL 連接標識符等等,如圖 5。
螺旋錐齒輪自動化齒頂倒棱加工軟件人機界面開發
在 PC 上安裝 VS2015 軟件后,運行后進入軟件主界面,就可進行人機界面開發。主要開發步驟流程如圖 6 所示。

(1)新建一個 Visual Basic 的窗體應用,選擇路徑,輸入文件名,創建一個工程文件。
(2)點擊 Form1.vb,跳轉到我們要開發的第一個界面,可以在左側的工具箱內選擇我們需要的控件,只需點擊拖拽到開發界面,可隨意改變大小。當想要增加新的開發界面時,右鍵單擊解決方案資源管理器中的之前設置好名稱的文件 RJJM,添加一個新的 Windows 窗體,選擇路徑,輸入窗體名稱。如若要創建更多的開發界面,按照此方法即可。
(3)軟件的開發除了界面的開發之外,還需要擁有自動化倒棱的功能,那就需要調用 C++編寫的后臺邏輯程序封裝成的多個 COM 組件。左鍵雙擊解決方案資源管理器中的“My Project”→“引用”→“COM 類型庫”→找到所需要的 COM 組件→“確定”。引用結束后,還需要再編程 VB 代碼,使得 COM 組件的功能可以被 VB.net 所使用。
(4)成功安裝了 CNCFAGOR.exe 模擬軟件后,按照上述方法連接 API8070.SERVER 庫接口,實現與數控內核進行通信與數據交換。在 VB 代碼中執行組件形式如下:
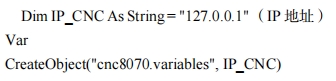
(相當于創建了連接 variables 這個服務器的對象)
(5)最后保存為.exe 后綴的文件。
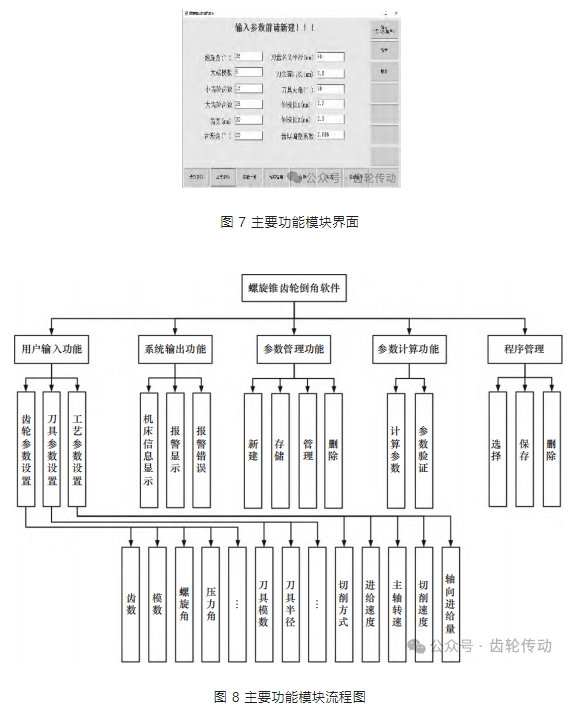
螺旋錐齒輪自動化齒頂倒棱加工軟件主要功能模塊
根據數齒頂倒棱的加工要求,可知軟件可以分成以下模塊:齒輪參數、工藝參數、參數計算、生成程序、程序管理、報警和狀態 7 個模塊,如圖 7~8。
進入軟件主界面后,我們首先要“新建”,避免新輸入的參數覆蓋原來的參數,保證每一次的參數數據都能完全保存在程序管理模塊里,供后期查看調用。
根據 CNC8070-OL 數控系統向用戶提供的開發的接口可知,螺旋錐齒輪齒頂倒棱軟件采用 Micrsoft Access 2010 數據庫作為數據支撐,能更好地與數控系統信息交流與傳遞。
自動生成數控加工程序代碼實現
自動生成數控加工程序代碼是螺旋錐齒輪自動化齒頂倒棱加工軟件最主要的功能模塊,是整個軟件的重中之重。在上文 2.2 中(3)中提及的“C++ 編寫的后臺邏輯程序封裝成的多個 COM 組件”就是實現此功能的方法。在 C++的開發環境下 COM 組件開發過程如下:
(1)打擊打開 VS2010,在 Visual C++中新建一個“ATL”項目,選擇路徑,輸入文件名 GEAR1。
(2)ATL 項目支持選項中勾選“支持 COM+ 1.0(T)”“支持組件注冊(U)”,其他默認選項,點擊“確定”。
(3)切換到“解決方案資源管理器”的“類視圖”,右鍵單擊“ GEAR1” 添加類,選中 “ATL 簡單對象”,“簡稱(S)”中輸入類名稱 GEAR1Class,點擊“完成”。
(4)切換到“類視圖”,找到剛剛添加的接口 IGEAR1Class,右鍵單擊“添加方法”,在“方法名(M)”下創建方法 Postprocessing,“參數類型(P)”和“參數名(N)”根據螺旋錐齒輪齒頂倒棱求解中的參數信息來命名,輸入參數選擇 “in”,輸入列表中添加參數:螺旋角、大端模數、小齒輪齒數、大齒輪齒數、齒寬、齒形角、刀盤名義半徑、刀尖露出長、刀具夾角、倒棱長和齒厚調整系數;輸出參數選擇“out”,輸出列表中添加參數:刀尖點 、刀尖點 、刀尖點 、軸轉角和C 軸轉角。
(5)返回桌面,點擊電腦左下角的“開始”,搜索“命令提示符”,右鍵單擊“管理員運行”,編輯代碼,按下“Enter”。代碼如下:
“E:\VS2015\VB\GEAR1\Debug\GEAR1.dll”(regsvr32+.dll 文件所在的保存路徑)
(6)注冊成功運行并生成 dll 文件,可供 2.2 中(3)中 VB.net 引用。
自動生成數控加工程序代碼這個模塊,主要通過設定齒輪參數、刀具參數、工藝參數,后臺自動生成數控加工代碼,實現螺旋錐齒輪齒頂倒棱參數化編程,如圖 9。
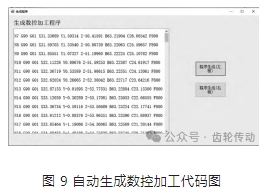
每次輸入的參數和生成的數控加工程序會保存在 Micrsoft Access 2010 數據庫中并標注時間、序號,方便查找調用。
模擬仿真
將螺旋錐齒輪齒頂倒棱軟件生成的左棱、右棱程序導入 VERICUT 仿真軟件中,設置好機床、毛坯、刀具后進行仿真,仿真結果如圖 10。由圖 10 可知,倒棱表面光滑均勻,且兩端倒棱的大小有較好的一致性。

在理論計算出的倒棱線和實際仿真倒棱線上分別均勻取 20 個點,導入 Origin 中繪制折線圖,如上圖 11。圖中顯示刀具切削過后的長度誤差不超過 0.045 mm,符合倒棱誤差要求。

三、結語
(1)介紹了螺旋錐齒輪齒頂棱線方程和刀具軌跡方程的求解,為二次開發提供理論基礎。
(2)介紹了基于 FAGOR 系統自帶的 FGUIM 軟件,采用 C++、VB.net 的混合編程,對 FAGOR CNC8070-OL 數控系統進行二次開發的具體流程步驟。在 FAGOR CNC8070-OL 數控系統中嵌入螺旋錐齒輪齒頂倒棱軟件,使得操作更加簡便,效率更加高效,降低操作難度,對于推廣螺旋錐齒輪倒棱加工具有積極意義,為進一步研究螺旋錐齒輪齒頂倒棱提供了條件。
參考文獻略.