一、背景和意義
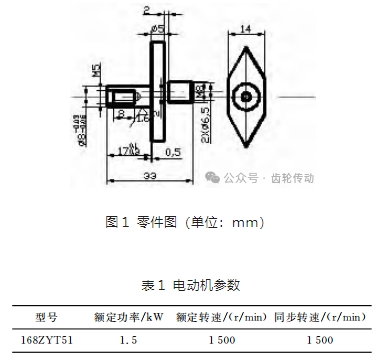
針對調(diào)整偏心軸,設(shè)計專用加工車床如下,既要求其性能穩(wěn)定及操作方便又要符合傳統(tǒng)的審美觀,它能完成多種加工工序:車削內(nèi)外圓柱面、圓錐面、端面、切斷等加工。零件圖如圖1、表1所示。
二、調(diào)整偏心軸機械加工工藝過程
三爪自定心卡盤夾緊方鋼一端,卡盤外長度40mm,車端面;車螺紋外徑 ![]() 及切槽2×Φ6.5mm,長11mm, 倒角1×45°;車螺紋 M8;切斷,保證總長34mm車偏心部分,關(guān)鍵保證2mm的偏心距。因偏心軸各部分尺寸較小,偏心加工可在車床上裝一個偏心夾具來完成。即以 M8螺紋及其端面為定位基準車偏心,在工裝上加工一個 M8的螺紋孔,與螺紋配合后,加墊片,裝夾在卡盤上,找正。
及切槽2×Φ6.5mm,長11mm, 倒角1×45°;車螺紋 M8;切斷,保證總長34mm車偏心部分,關(guān)鍵保證2mm的偏心距。因偏心軸各部分尺寸較小,偏心加工可在車床上裝一個偏心夾具來完成。即以 M8螺紋及其端面為定位基準車偏心,在工裝上加工一個 M8的螺紋孔,與螺紋配合后,加墊片,裝夾在卡盤上,找正。
三、總體布局
根據(jù)調(diào)研、工程現(xiàn)場和相關(guān)資料進行整理確定了JC615車床的總體方案與結(jié)構(gòu)布置。車床主要由主軸箱、電動機、進給機構(gòu)、尾座組成。下面就這四個部分做概訴,并和 CA6140車床進行對比,詳細討論簡化后JC615結(jié)構(gòu)有何差異,功能有何優(yōu)劣。
設(shè)計總體方案如下:1)采用交流調(diào)速電機取代傳統(tǒng)的主軸電機,實現(xiàn)多段調(diào)速,完全滿足齒輪加工的需要。2)簡化傳動形式,達到多檔調(diào)速傳動的結(jié)構(gòu)。3)潤滑系統(tǒng)采用飛濺油潤滑。減少運動部件之間的摩擦,對刀具和原料之間冷卻、密封、防銹、過濾雜質(zhì)等功能。選168ZYT51永磁直流電動機,額定功率1.5kW,額定轉(zhuǎn)速1500r/min。額定電壓380/220(V)。額定電流是12A。
四、傳動系統(tǒng)的選擇和設(shè)計
設(shè)計考慮傳動的相對運動是平面運動還是空間運動:
實現(xiàn)平面運動還是空間運動,其角速度必須保持一致,按照以下原則(即傳動副數(shù)多和傳動副數(shù)少的變速組的組合):
1)6=2×3; 2)6=3×2
根據(jù)齒輪傳動必須保持準確傳動比的原則,方案1是可以滿足加工需要的。但是,應從換向開關(guān)中先斷開的一刀開始算起,換向開關(guān)的時間與第一個暫態(tài)過程的時間相重疊,動作時間是下一個暫態(tài)動作時間的4~30倍,因此方案1存在很大的弊端。
設(shè)計變速組合的時間要素:
6=3×2的傳動結(jié)構(gòu),考慮時間因素,新的傳動系統(tǒng)綜合主副傳動的結(jié)構(gòu)形式:
1)6=32×21;2)6=31×23
根據(jù)主副傳動必須保持準確傳動比的原則,考慮轉(zhuǎn)換開關(guān)換向時,將產(chǎn)生一定的結(jié)構(gòu)尺寸的限制,有可能造成傳動機構(gòu)不匹配。
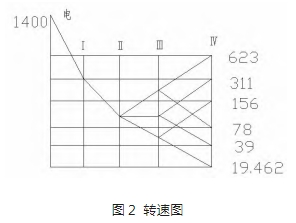
第一變速組采用降速傳動(圖2)時,由于不具有反向鎖止功能,使得輸出軸和輸入軸不在同一條直線上,坐標的偏移量較大,造成傳動效率不高,能量消耗較大,精度不高,加工誤差成幾何倍率增加。這種設(shè)計不可取。
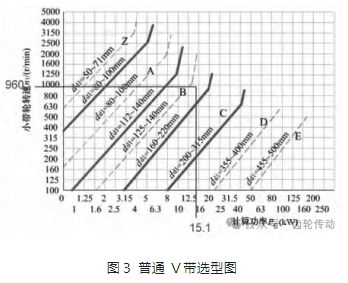
第一變速組采用升速傳動(圖3),主軸的升速傳動是利用柔性原件可控的彈性形變來傳遞動力,體積較小,精度較高,但是柔性原件剛性不夠,不耐沖擊,輸出轉(zhuǎn)矩較大,回程間隙小,性價比不高,不易采用。
繪制轉(zhuǎn)速圖:
(1)驗算傳動組變速范圍
第二擴大組的變速范圍是:
符合設(shè)計原則要求。
(2)分配降速比
傳動比=從動輪齒數(shù)/主動輪齒數(shù)=主動輪轉(zhuǎn)速/從動輪轉(zhuǎn)速i=z2/z1=n1/n2。
當式中的角速度為瞬時值時,則求得的傳動比為瞬時傳動比。當式中的角速度為平均值時,則求得的傳動比為平均傳動比。理論上對于大多數(shù)漸開線齒廓正確的齒輪傳動,瞬時傳動比是不變的;對于鏈傳動和摩擦輪傳動,瞬時傳動比是變化的。

五、齒輪設(shè)計計算
(1)選擇齒輪類型、精度、材料
①傳動方案如圖3所示,選用直齒圓柱齒輪。
②本設(shè)計車床為專用零件加工設(shè)備,精度較高,轉(zhuǎn)速下降,需要進行補償。
③材料選擇,由《機械設(shè)計》表10-1選擇小齒輪材料為40Cr(調(diào)質(zhì))硬度為280HBS,大齒輪材料為45鋼(調(diào)質(zhì)),硬度為240HBS,二者硬度差為40HBS。
(2)按齒面接觸強度設(shè)計
由設(shè)計公式進行計算,即:

確定公式內(nèi)的各計算數(shù)值。
①考慮零件在加工中動載系數(shù)kt=1.3
②主副齒輪傳動的扭矩
③加工齒輪的直徑φd=1
④由《機械設(shè)計》式10-13計算應力循環(huán)次數(shù)

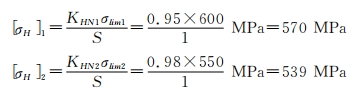
⑤計算接觸疲勞許用應力
取失效概率為1%,安全系數(shù)S=1,由《機械設(shè)計》式10-12得
計算 ①試計算小齒輪分度圓直徑 d1t,代入[σH]中的較小值
②計算圓周速度

③計算齒寬
④計算寬高比 ![]()
⑤計算載荷系數(shù)
載荷系數(shù)是計算載荷與額定載荷的比值,通常取K≥1。
⑥按實際的載荷系數(shù)校正所得的分度圓直徑,由式 (10-10a)得

⑦計算模數(shù) m
(3)根據(jù)齒根彎曲強度設(shè)計
由《機械設(shè)計》式(10-5)得彎曲強度設(shè)計公式:

六、片式摩擦離合器的選擇和計算
雙向式多片摩擦離合器的作用控制主軸的啟動,停止和換向。實現(xiàn)主軸轉(zhuǎn)向變換功能主要結(jié)構(gòu)摩擦片處于兩反向旋轉(zhuǎn)主摩擦片間同同主摩擦片結(jié)合實現(xiàn)主軸轉(zhuǎn)向變換處于離狀態(tài)主軸停止。要求傳遞大扭矩,可增加摩擦面對數(shù),而不必增大離合器的徑向尺寸和軸向壓緊力,這有利于降低離合器的轉(zhuǎn)動慣量。片式離合器主副存在一定 轉(zhuǎn)速差值才能產(chǎn)生轉(zhuǎn)矩,即:Mt≥KMn。
根據(jù)設(shè)計要求,離合器中動摩擦系數(shù)盡量和靜摩擦系數(shù)相近,強度高,耐摩擦,導熱性好,熱慣量大,不易變形等。
機床實用摩擦片慣量很小,散熱性好,調(diào)整方便,分離徹底,但所能傳遞的扭矩小,一般不超過1000N·m。多盤式有多對摩擦面,傳遞的扭矩可達8×106 N·m。但表中推薦的尺寸不合適時,可自行設(shè)計。
七、裝配方案
根據(jù)離合器的安裝要求,軸肩右側(cè)取d3 =25mm,調(diào)心球軸承 1212 尺 寸 為 d×D×T=25 mm×52 mm× 15mm,所以d3 處長度為15mm,此處需制出退刀槽,故 d3 左端退刀槽長度為2 mm,右端長度有2 mm,所以 d3 處分了三段,由于軸承要定位,所以軸承右端用圓螺母定位,故取d1=22mm,L1=6mm。
離合器右端設(shè)計時候,為了滿足與離合器的安裝和箱體的配合,取離合器左端d5 =75mm,L5 =57mm。d5 段左側(cè)是箱體壁,需要與軸承座和軸承配合,故d5 段左側(cè)制一軸肩,并且d6=51mm,L6=12mm,軸肩右側(cè)用軸承安裝配合,故取滾動軸承 6120,其尺寸為 d×D ×T = 45mm×25mm×25mm,故d7=45mm。
d8 段處于變速箱主工作箱體的內(nèi)部,考慮到d8段左側(cè)要安裝雙聯(lián)滑移齒輪,和箱體結(jié)構(gòu)的設(shè)計,取 d8=40mm,L8=51mm。安裝雙聯(lián)滑移齒輪的d9 段,取d9=38mm 考慮到箱體結(jié)構(gòu)設(shè)計,取L9=176mm。
d10段處于箱體壁軸承座處,取d10 =30mm,且d10與 d9 段之間制有退刀槽,取退刀槽長度為3mm,且考慮到齒輪轉(zhuǎn)動回油潤滑油飛濺到軸承里面,故需在d10上安裝一個擋油盤,長度為20mm,且此處軸承取為標準滾子軸承6120,其尺寸為d×D×T=30mm×72mm×19mm,故取L10=36mm。
八、優(yōu)化后的車床在汽車此輪加工中的應用
齒輪加工采用成形法,機床不需要表面成形運動。機床需要兩個成形運動。一個是銑刀的旋轉(zhuǎn) B1,一個銑刀沿齒坯的軸向移動 A。合理選擇加工精度高、效率高的切削工具,決定了加工時間、加工效率、加工的質(zhì)量,加工條件和加工方式往往對零件的完整度有不可缺少的影響。刀具加工零件按漸開線形成軌跡,以滿足刀具的偏移量,盡量縮短加工路線,減少空刀運動時間。將加工零件的余量考慮在內(nèi),優(yōu)化加工的流程,方便補償。
把齒輪嚙合副(齒條——齒輪、齒輪——齒輪)中的一個轉(zhuǎn)化為刀具;另一個轉(zhuǎn)化為工件,并強制刀具和工件作嚴格的嚙合運動而范成切出齒廓。范成法切齒所用刀具切削刃的形狀相當于齒條或齒輪的齒廓,它與被切齒輪的齒數(shù)無關(guān)。
每一種模數(shù),只需用一把刀具就可以加工各種不同齒數(shù)的齒輪;加工時能連續(xù)分度,加工精度和生產(chǎn)率一般比較高,應用廣泛。此法必須在專門的齒輪機床上加工,而且機床的調(diào)整、刀具的制造和刃磨都比較復雜,一般用于成批大量生產(chǎn)。
參考文獻略.