近年來,我國汽車行業迅速發展,對齒輪的需求與日俱增,齒輪質量檢測對汽車的安全行駛具有一定的作用。目前,磨齒技術已經被大量運用于汽車齒輪生產中,它具有低傳動噪音、高傳動效率、高使用壽命等諸多優勢。但是,如果采用不當的熱處理和磨齒方法,容易出現磨削裂紋的情況。因此,有效識別汽車齒輪磨削裂紋圖像,對于提高齒輪傳動性能,提高變速和變矩效果,確保汽車行駛安全性具有重要意義。
機器視覺采用 CCD 照相機將被檢測的目標轉換成圖像信號,傳送給專用的圖像處理系統。根據像素分布、亮度及顏色等信息,轉變成數字化信號。圖像處理系統對數字化信號進行運算抽取目標特征,按照預設的允許度和其他條件輸出結果,實現自動識別。所以,機器視覺能夠降低光學性質的影響,提高圖像處理能力,在多光路下完成汽車齒輪磨削裂紋圖像識別。文獻通過機器視覺系統獲取齒輪圖像,利用神經網絡對灰度化、去噪、二值化處理后的圖像進行輪廓分類,運用最小二乘原理完成齒輪參數測量。該方法可以有效提高齒輪圖像分類準確性,但該方法需要大量的數據計算,容易產生冗余。文獻引入信息熵改進自適應中值濾波器,改進 Retinex算法增強圖像整體效果,去除圖像混合噪聲,采用小波變換系數模極大值完成齒輪圖像邊緣檢測。該方法的圖像去噪效果較好,圖像邊緣檢測能力較強,但該方法識別檢測時間較長。文獻采用雙-K-交叉驗證方法提高支持向量回歸算法的參數尋優,提升齒廓圖像的邊緣失真補償效果,提高齒輪視覺測量的精度。該方法齒廓圖像邊緣失真補償效果較好,但該方法的識別效率較低,無法在特定時間內識別全部齒廓圖像。
因此,為了解決上述方法中存在的識別檢測時間較長及識別率較低的問題,提出應用機器視覺的多光路下汽車齒輪磨削裂紋圖像識別方法。
一、齒輪磨削裂紋圖像的獲取及預處理
采集齒輪磨削裂紋圖像
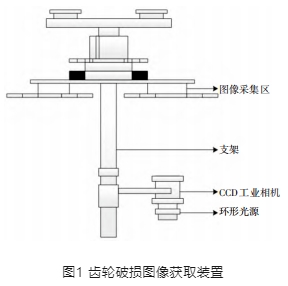
齒輪磨削裂紋圖像的采集主要發生于汽車傳動系統的圖像獲取裝置,結合機器視覺常用的CCD工業相機,對目標齒輪進行樣本規模限制。要求磨削裂紋圖像滿足焦距5mm,光圈F2.1,鏡頭光軸與傳送轉盤的安裝高度比值不超過20mm,樣本數據的尺寸為(100×300)像素。CCD工業相機采用白熾LED燈作為環形光源,能夠有效避免光學性質的影響,齒輪磨削裂紋圖像獲取裝置,如圖1所示。
預處理齒輪磨削裂紋圖像
齒輪磨削裂紋圖像在采集、提取過程中由于噪聲干擾、曝光過度、像素失真會導致齒輪磨削裂紋圖像的數據損失,這些發生數據損失的破損圖像參數與原數據參數存在無法調試的差異變化,進而影響后續圖像特征提取和識別。為了完整提取齒輪磨削裂紋圖像的特征數據,需要對采集到的齒輪磨削裂紋圖像進行預處理,處理內容包括濾波降噪、灰度化。
濾波降噪:噪聲干擾存在于汽車傳動系統的各個設備運行階段,這些干擾信號容易導致原圖像數據特征損壞、特征提取率下降等問題。因此,圖像的濾波降噪是齒輪磨削裂紋識別中的重要環節。
濾波降噪的方法種類繁多,最常用于圖像數據降噪的方法是空域濾波法。空域濾波法可以進一步分為中值濾波法、領域濾波法和基于空域對象的像素執行運算法,三種方法的操作差別較大,但基本原理相同,都是在二維空間內利用低頻濾波器存在的高斯濾波消除高頻噪聲信號,實現數據的降噪處理。高斯濾波的表達式如下:
式中:δ—高斯方差系數;
i—二維空間維數;
j—高斯濾波離散頻率。
排除噪聲干擾后的磨削裂紋圖像數據通過差影法觀察,可見圖像仍存在少量細小雜質點,這是因為濾波頻率對噪聲圖像數據做去噪處理的同時,還對正常數據實施了減法運算,導致正常圖像發生幀數位移,這些發生位移的幀數在人工判定中顯示為細小雜質。為了消除圖像雜質,需要計算破損圖像的信息熵校準幀數,信息熵計算公式如下:

式中:s—磨削裂紋圖像雜質點位移幀數;v—磨削裂紋圖像雜質點位移幀數;r—限制幀數位移的信息熵系數;h—校準參數。
灰度化:CCD工業相機取色鏡頭的色彩捕捉以R、G、B三原色為主,能夠獲取到色彩豐富的圖像。但齒輪磨削裂紋圖像的識別與圖像顏色無關,色彩占比較大的圖像數據不僅會壓縮圖像的存儲空間,還會造成后續工作進度的緩慢。因此,需要對濾波降噪后的齒輪磨削裂紋圖像進行灰度化處理,降低多光路的影響范圍。
灰度化處理包括灰度單分量法和灰度閾值剪影法,首先利用灰度單分量法對色彩敏感度較高的圖像數據進行融權賦值,從而獲取R、G、B三原色均不敏感的圖像權值。再利用灰度閾值剪影法設定一個灰度閾值,將顏色分布不均且消除難度較大的圖像模塊限制在指定區域,對該區域的圖像數據反復進行剪影計算,直至色彩飽和度歸0。
灰度單分量法的表達式如下:
式中:x—圖像融權系數;
yR 、tG和gB —三原色的最低求權敏感度。
剪影計算公式如下:

式中:w—剪影區域的齒輪中心;λ—圖像剪影的差影系數;  —區域剪影精度,其中r為色彩飽和度,當r = 0時,該區域的圖像數據剪影結束,得到灰度化的齒輪磨削裂紋圖像。
—區域剪影精度,其中r為色彩飽和度,當r = 0時,該區域的圖像數據剪影結束,得到灰度化的齒輪磨削裂紋圖像。
二、齒輪磨削裂紋圖像特征提取
選擇3D視覺傳感器,將預處理后的齒輪磨削裂紋圖像數據分割為齒輪本體、齒輪輔體和背景效果圖,以此獲取圖像直方峰值。根據圖像直方峰值相似度設定像素點閾值區間,利用二維激光雷達點云的圖像輪廓識別技術,提取齒輪磨削裂紋圖像的形狀、密度、面積特征。
圖像分割
經過濾波降噪和灰度化處理的齒輪磨削裂紋圖像數據已經得到全面優化,在進入圖像特征提取之前,需要比較各圖像的直方峰值相似度,根據對比結果結合圖像閾值化原理,將齒輪磨削裂紋圖像通過3D視覺傳感器分割成閾值不同的齒輪本體、齒輪輔體和背景效果圖三大像素點閾值區間。直方峰值相似度計算公式如下:
式中:X0—圖像直方相似度最大取值;
Xe —圖像直方相似度最小取值。
圖像閾值化原理即通過設定不同閾值,將齒輪磨削裂紋圖像的整體數據分割成容易進行特征提取的像素點閾值區間。收集齒輪磨削裂紋圖像的直方峰值相似度對比結果作為圖像閾值化的啟動數據,在該數據集內采用3D視覺傳感器的閾值分割方法,其表達式如下:
式中:A—圖像的相似度;U—分區節點;k—3D視覺傳感器分割后的閾值區間維數;n—像素點閾值區間維數最大值。
多類型特征提取
齒輪磨削裂紋圖像通過圖像分割后成為能夠實現區域特征準確提取的優化數據。根據二維激光雷達點云的圖像輪廓識別技術,沿磨削裂紋圖像的縱向、橫向等多個角度提取該圖像的形狀特征、密度特征和面積特征,實現齒輪破損圖像整體特征的提取。
形狀特征:在三大像素點閾值區間內做水平、垂直雙向投影,依靠投影坐標計算該磨削裂紋圖像的形狀特征。
式中:V—破損圖像的形狀周長;
θ—破損圖像參數。
密度特征:密度因子是一種頻率限額為d的非平穩濾波算子,常用于識別圖像的密度特征。在三大像素點閾值區間內分別加入限額相同的非平穩濾波算子,觀察齒輪磨削裂紋圖像受非平穩濾波算子影響后與像素值中心位置的距離,距離越近,說明該圖像灰度值越趨近于1,距離越遠,說明該圖像灰度值越趨近于0。將對比結果輸入卷積運算模型中,可以獲取到齒輪磨削裂紋圖像的密度特征。非平穩濾波算子的表達式如下:
式中:η—濾波常數;u—非平穩濾波算子的頻率限額。
面積特征:計算三大像素點閾值區間內單位齒輪磨削裂紋圖像面積,需要先鎖定圖像邊界,依靠邊界元素逐漸擴展,直至包圍整個圖像,獲得齒輪磨削裂紋圖像面積特征。鎖定破損圖像邊界的計算表達式如下:
式中:Lo —邊界參數。
通過上述所有公式完成齒輪磨削裂紋圖像特征提取,有利于后續的齒輪磨削裂紋圖像識別,極大程度提高了圖像識別的準確性和有效性。
三、齒輪磨削裂紋圖像識別
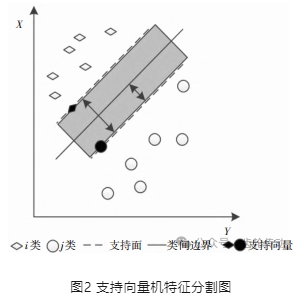
在提取齒輪磨削裂紋圖像特征的基礎上,利用支持向量機的方法提高齒輪磨削裂紋圖像的識別準確率和識別時間。支持向量機是一種兼具學習功能的分類算法,能夠解決多種線性參數和非線性參數問題,其基本操作原理與超平面間隔有關。支持向量機利用超平面間隔分割特征樣本,達到磨削裂紋圖像特征分類的目的。在特征樣本分割的過程中,計算各特征類別的權重向量,避免二維空間內類別混淆或分類錯誤等問題。支持向量機關于磨削裂紋圖像的特征分割,如圖2所示。
齒輪磨削裂紋圖像的特征權重向量可以通過粒子群優化算法迭代求解。設齒輪磨削裂紋圖像的特征決策變量為f,當目標權重維數為f (k) 時,特征決策空間為S = (s1,s2,?,sn ) ∈ k,根據k維決策空間的粒子群優化算法,可以獲取齒輪磨削裂紋圖像的特征向量權重。將齒輪磨削裂紋圖像的特征最優權重向量投入支持向量機中,獲取支持向量機關于齒輪磨削裂紋圖像的特征分類矩陣,以此完成磨削裂紋圖像識別。其分類函數式如下:
式中:C—特征類別總數;αi —尺度系數;βj —齒輪磨削裂紋圖像的特征分類值;S—決策空間在粒子群優化算法中的迭代次數。根據分類矩陣結果可以實現齒輪磨削裂紋圖像的識別。
四、實驗與結果
實驗設置
為了驗證光學性質影響的多光路下應用機器視覺的齒輪磨削裂紋圖像識別方法的整體有效性,實驗對應的測試環境中,硬件CPU為64GHz,內存為128GB。同時,為了減少應用系統對實驗結果帶來的影響,采用MatlabR 2019 b,在主頻為1的環境下對實驗結果進行仿真對比。
在上述基礎上,分別采用所提方法(多光路下汽車齒輪磨削裂紋圖像識別方法)、文獻方法(結合圖像增強的含噪齒輪圖像邊緣檢測方法)和文獻方法(基于SVR的齒廓圖像邊緣失真補償算法)對齒輪磨削裂紋圖像的識別容錯性、識別效率和識別時間進行對比分析。
實驗結果
識別容錯性分析:容錯性是指在齒輪磨削裂紋圖像識別過程中可以容忍的差錯程度,容錯性越強,表明方法效果越好。容錯性的程度判定需要借助準確率計算公式,通過獲取識別準確率得到容錯率,容錯率越高對識別效果影響越小,則容錯性越強。為了衡量不同方法的容錯性,采集600張齒輪磨削裂紋圖像作為實驗數據,分別利用所提方法、文獻方法和文獻方法對該實驗數據進行識別,獲取最終識別準確率。待第一次識別準確率獲取結束,繼續以該實驗數據為基礎,添加數據失效信號,繼續進行二次識別,獲取二次識別準確率,通過兩次識別率的計算即可得出容錯程度。根據相對衰減算法計算3種方法的兩次準確率的容錯率,相對衰減算法的表達式如下:
式中:Aoriginal —原始數據準確率;ρ—相對衰減系數;Bnoise —容錯率取值范圍。各方法容錯率對比結果,如表1所示。
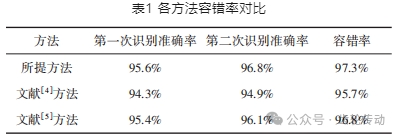
由表1可見,所提方法容錯率為97.3%,文獻方法的容錯率為95.7%,文獻方法的容錯率為96.8%,說明3種方法的識別容錯性都具有較好的程度。由于這里的方法通過3D視覺傳感器分割齒輪像素點閾值,所以在一定程度上提升了齒輪磨削裂紋圖像識別的準確性,因此所提方法可以減少數據冗余,容錯率結果較高于另外兩種方法。
識別效果分析:將采集到的600張齒輪磨削裂紋圖像經過預處理后,隨機挑選3幅圖像,利用所提算法、文獻方法對每幅圖像中相同的齒輪磨削裂紋進行識別判別。識別出的齒輪磨削裂紋數量越多,表明識別效果越好,如圖3所示。
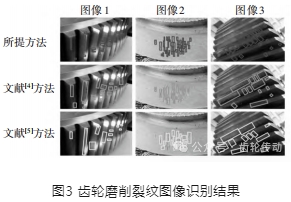
由圖3可見,所提方法可以準確識別齒輪磨削裂紋圖像,識別出的磨削裂紋多于文獻方法。這是因為所提方法在齒輪磨削裂紋圖像識別過程中,利用粒子群優化算法獲取齒輪磨削裂紋圖像的特征向量權重,建立特征分類矩陣,實現精準識別齒輪磨削裂紋圖像,由此證明所提方法具有優越性。
識別時間分析:將采集的600幅齒輪磨削裂紋圖像作為測試數據。通過對比測試所提方法與文獻方法的齒輪磨削裂紋圖像識別時間結果,如圖4所示。
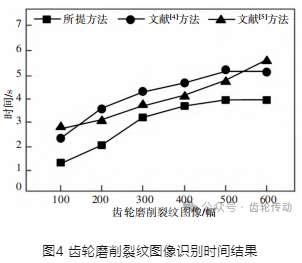
由圖4可見,所提方法采用了機器視覺對含噪數據進行采集和預處理,使含噪數據能夠通過濾波降噪方法,利用二維空間內低頻濾波器存載的高斯濾波消除高頻噪聲信號,獲得優化的無噪數據,以此提升齒輪磨削裂紋圖像識別效果,故齒輪磨削裂紋圖像識別時間較短,僅用4s可以有效識別600幅不同齒輪磨削裂紋圖像,效率明顯高于另外兩種方法,具有較強應用性。
五、結束語
齒輪磨削裂紋圖像作為汽車傳動系統故障信息的具體體現,其狀態特征的多尺度分析識別是解決汽車傳動系統故障問題的有效途徑。在考慮到光學性質影響下的圖像識別存在光路多樣性和圖像處理復雜等情況,為了獲得安全系數更高、檢測效果更好的齒輪磨削裂紋圖像識別方法,提出多光路下汽車齒輪磨削裂紋圖像識別方法,能夠有效解決傳統方法中數據冗余、圖像識別時間較長及識別效率較低的問題。汽車傳動系統的重要零件眾多,除齒輪磨削裂紋圖像的識別外,下一步的研究工作重點應放在其他零部件的故障識別檢測中,為安全運行汽車傳動系統作出貢獻。
參考文獻略.