在標準公差的背景下,本文以曲軸前后端總成為案例,重點討論了套裝結(jié)構(gòu)下的孔軸尺寸精度設計方法。在熱壓裝配和非自由條件下,分析了熱脹冷縮對配合性質(zhì)的影響,并以具體案例討論了熱壓變形量和精度設計方法。在特殊情況下,討論了軸承外殼孔、擋環(huán)內(nèi)外圈與飛輪安裝止口的精度設計方法。
曲軸是內(nèi)燃機中最重要的零部件之一,它的作用是將活塞和連桿傳來的氣體力轉(zhuǎn)變?yōu)檗D(zhuǎn)矩輸出, 以驅(qū)動與其相連的傳動系統(tǒng),如汽車、拖拉機、工程機械等,此外,它還要驅(qū)動內(nèi)燃機本身的配氣機構(gòu)以及各種附件等。從結(jié)構(gòu)特征上看,曲軸主要由曲軸前端、曲拐和曲軸后端組成,其中曲拐又分為連桿軸頸、曲柄臂、平衡重等部分。 在非道路內(nèi)燃機領域,曲軸前端一般會布置曲軸齒輪、輪轂和減震皮帶輪等,曲軸齒輪用來驅(qū)動正時齒輪系,如惰齒輪、高壓油泵齒輪、凸輪軸齒輪、空壓機齒輪等;減震皮帶輪主要用來驅(qū)動各種附件,如水泵、風扇、發(fā)電機等。曲軸后端會布置擋環(huán)、滾動軸承和飛輪等,其中軸承來支撐動力輸出離合器前軸,飛輪用來連接離合器總成。 由于動力源來自于曲軸,所以曲軸齒輪、輪轂、減振皮帶輪、飛輪等均要套裝在曲軸的前端或后端,整體采用套裝結(jié)構(gòu)設計;另外,孔軸公差與配合的選擇也是套裝結(jié)構(gòu)設計中的重要組成部分,它直接影響機械產(chǎn)品的使用精度、性能和加工成本。
GB/T1800.1—2009《極限與配合》中所規(guī)定的公差,稱為標準公差,它的數(shù)值取決于孔或軸的標準公差等級和公稱尺寸 。標準公差等級代號由符號IT和阿拉伯數(shù)字組成,如IT7、IT8等。孔、軸的標準公差等級各分為20個等級,它們分別用代號IT01、IT0、IT2、IT3、…、IT18表示。其中IT01最高,等級依次減低,IT18最低。 配合公差等于相結(jié)合的孔與軸的公差之和,當配合公差較小時,孔與軸的精度要求較高。在過盈配合、過渡配合和小間隙配合中,配合間隙或過盈的允許變動量相對較小。孔的標準公差等級一般不低于8級,軸的標準公差等級一般不低于7級,比如H7/m6。其目的是為了保證以上三種情況下間隙或過盈的允許變動量小,即配合公差不能太大。確定孔和軸的公差等級關(guān)系時,要考慮工藝等價性,即同一配合中孔和軸的加工難易程度大致相同。標準公差等級≤IT7時采用異級配合,標準公差等級≥IT8時采用同級配合。在機械制造領域,IT6的軸和IT7的孔應用很廣泛,適用于較高精度的重要配合。
如圖1所示,本文以非道路柴油機用曲軸飛輪總成為案例進行闡述和分析,曲軸前端總成包括:1、曲軸前端,2、曲軸齒輪,3、輪轂,4、減振皮帶輪,其中在曲軸前端上布置有小軸頸5(直徑φ54)、大軸頸6(直徑 φ58)等。
 曲軸齒輪與大軸頸的精度設計:如圖1所示,在曲軸齒輪1上布置齒輪過孔,直徑大小為φ58,然后套裝在曲軸前端的大軸頸6上, 采用過盈配合的連接方式,同時使用鍵與鍵槽來保證曲軸齒輪的正時。過盈配合連接的特點是結(jié)構(gòu)簡單、對中性好、承載能力大、對軸及輪轂的強度削弱小、耐沖擊性好。一般情況下,正時齒輪系的負載不是很大,輪系的結(jié)構(gòu)也不經(jīng)常發(fā)生變化,關(guān)于齒輪過孔與大軸頸的配合選擇,可基于以下原則:(1)根據(jù)輕型、中型、重型等壓配方式,可選擇中型壓入裝配;(2)根據(jù)基孔制優(yōu)先、常用配合表,可選擇“優(yōu)先配合”;(3)對于薄壁小齒輪,為減小過盈對齒形的影響,謹慎使用很大的過盈配合。根據(jù)孔軸標準公差,再結(jié)合分析計算、實踐經(jīng)驗等,選擇齒輪過孔與大軸頸的配合代號為 φ58H7/s6,可產(chǎn)生較大的結(jié)合力,采用熱壓裝配工藝。曲軸齒輪要求在150~300℃加熱爐中,保溫30min后, 熱壓到曲軸前端的大軸頸上,同時壓至與曲軸第一主軸頸的軸肩端面相貼合。
曲軸齒輪與大軸頸的精度設計:如圖1所示,在曲軸齒輪1上布置齒輪過孔,直徑大小為φ58,然后套裝在曲軸前端的大軸頸6上, 采用過盈配合的連接方式,同時使用鍵與鍵槽來保證曲軸齒輪的正時。過盈配合連接的特點是結(jié)構(gòu)簡單、對中性好、承載能力大、對軸及輪轂的強度削弱小、耐沖擊性好。一般情況下,正時齒輪系的負載不是很大,輪系的結(jié)構(gòu)也不經(jīng)常發(fā)生變化,關(guān)于齒輪過孔與大軸頸的配合選擇,可基于以下原則:(1)根據(jù)輕型、中型、重型等壓配方式,可選擇中型壓入裝配;(2)根據(jù)基孔制優(yōu)先、常用配合表,可選擇“優(yōu)先配合”;(3)對于薄壁小齒輪,為減小過盈對齒形的影響,謹慎使用很大的過盈配合。根據(jù)孔軸標準公差,再結(jié)合分析計算、實踐經(jīng)驗等,選擇齒輪過孔與大軸頸的配合代號為 φ58H7/s6,可產(chǎn)生較大的結(jié)合力,采用熱壓裝配工藝。曲軸齒輪要求在150~300℃加熱爐中,保溫30min后, 熱壓到曲軸前端的大軸頸上,同時壓至與曲軸第一主軸頸的軸肩端面相貼合。
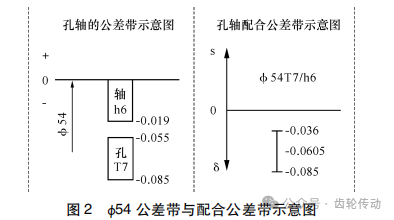
輪轂與小軸頸、減振皮帶輪的精度設計:如圖1所示,曲軸齒輪套裝在大軸頸上,輪轂再套裝在小軸頸上,為避免熱壓裝配過程中對結(jié)合面的損傷,大小軸頸的截面做成階梯狀,可以使曲軸齒輪順利穿過小軸頸,為此選擇小軸頸的直徑為φ54。作為轉(zhuǎn)接件,輪轂起著連接曲軸前端與減振皮帶輪的橋梁作用,可以減少曲軸種類、降低工藝復雜性,以及更好的適應減振皮帶輪的多樣性。考慮前端附件的負載功率、配套輪轂的多變性和曲軸小軸頸的統(tǒng)一性,可采用基軸制配合,選擇輪轂過孔與小軸頸的配合代號為φ54T7/h6,它比較接近于重型壓配,可產(chǎn)生相當大的結(jié)合力,同樣采用熱壓裝配工藝。輪轂要求在溫度為400℃加熱爐中,保溫30min,熱壓到曲軸前端,壓至與曲軸齒輪貼合。圖2所示為輪轂過孔與小軸頸的公差帶與配合公差帶示意圖,s表示間隙,符號為正;δ表示過盈, 符號為負。它的選擇邏輯如下:
(1)在φ90的輪轂外圓上,會套裝骨架油封以防止機油泄漏,在油封標注GB/T1387.1—2007中,要求軸的直徑公差不得超過h11;
(2)減振皮帶輪與輪轂之間要求拆裝方便但無相對運動;
(3)根據(jù)以上兩點,初選減振皮帶輪止口與輪轂外圓的配合代號為φ90H7/h6,屬于最小間隙為0的間隙配合。
 需要注意的是,所謂熱壓裝配實際上是利用了物體熱脹冷縮的性質(zhì),即物體受熱之后會發(fā)生膨脹, 受冷之后就會發(fā)生收縮,而熱脹冷縮可能會改變物體原來的形狀。在溫差不大的情況下,經(jīng)歷熱脹冷縮后,物體的形狀一般不會發(fā)生改變,但是當溫差很大的時候,就有可能使物體發(fā)生塑性變形,這樣就不可能完全恢復到原來的形狀。金屬熱脹冷縮之后想要回歸原有形狀,要滿足兩個條件:
需要注意的是,所謂熱壓裝配實際上是利用了物體熱脹冷縮的性質(zhì),即物體受熱之后會發(fā)生膨脹, 受冷之后就會發(fā)生收縮,而熱脹冷縮可能會改變物體原來的形狀。在溫差不大的情況下,經(jīng)歷熱脹冷縮后,物體的形狀一般不會發(fā)生改變,但是當溫差很大的時候,就有可能使物體發(fā)生塑性變形,這樣就不可能完全恢復到原來的形狀。金屬熱脹冷縮之后想要回歸原有形狀,要滿足兩個條件:
(1)沒有出現(xiàn)屈服變形,即在彈性變形范圍內(nèi);
(2)沒有受到任何約束,即可以自由膨脹或收縮。在本文中,在將輪轂熱壓裝配到小軸頸后,接下來進行的冷卻收縮過程,顯然不是自由收縮過程,它受到了小軸頸的阻礙作用,形成了所謂的過盈配合。那么,這就意味著輪轂上φ90h6的尺寸,在經(jīng)過熱壓裝配后會被脹大,結(jié)果就會導致減振皮帶輪止口處裝配困難,也就是出現(xiàn)了軸大孔小不容易裝配的情況。實際上,輪轂外圓與減振皮帶輪的止口按φ90H7/h6加工后,在生產(chǎn)過程中確實發(fā)生了裝配困難的現(xiàn)象,圖紙上輪轂φ90h6的公差帶為[-0.022~0],熱壓裝配前后測量相關(guān)數(shù)據(jù)如表1所示。熱壓前外圓直徑偏差測量數(shù)據(jù)均在公差[-0.022~0]的區(qū)間范圍內(nèi),熱壓后外圓直徑全部超差,熱壓變形量為+0.045~+0.055之間。通過圖2我們可以知道,φ54T7/h6配合的平均過盈為-0.0605。為補償熱壓變形量,將輪轂Ф90h6的上下極限偏差均減小0.06,這時極限偏差修正為[-0.082~-0.06],保持減振皮帶輪止口φ90H7不變。按這個修正公差帶再次加工并裝車驗證,之前裝配困難的問題得到了順利解決。
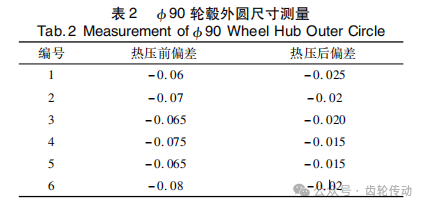 如表2所示的測量數(shù)據(jù),熱壓裝配后實測零件的偏差值剛好在φ90h6的要求范圍內(nèi),其中一個數(shù)據(jù)略微超差,這也是沒有問題的,根據(jù)實際問題分析,即使選擇φ90外圓的公差帶代號h7[-0.035~0]也是可以滿足使用要求的。根據(jù)以上數(shù)據(jù)和分析,最終將輪轂φ90的外圓尺寸公差帶定義為[-0.082~-0.06],不再使用國標規(guī)定的標準偏差,但公差值還是可以使用標準值,即公差等級為標準IT6級。
如表2所示的測量數(shù)據(jù),熱壓裝配后實測零件的偏差值剛好在φ90h6的要求范圍內(nèi),其中一個數(shù)據(jù)略微超差,這也是沒有問題的,根據(jù)實際問題分析,即使選擇φ90外圓的公差帶代號h7[-0.035~0]也是可以滿足使用要求的。根據(jù)以上數(shù)據(jù)和分析,最終將輪轂φ90的外圓尺寸公差帶定義為[-0.082~-0.06],不再使用國標規(guī)定的標準偏差,但公差值還是可以使用標準值,即公差等級為標準IT6級。
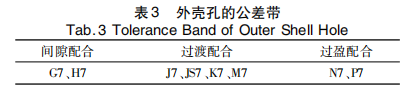
 關(guān)于軸承外殼孔的精度設計:滾動軸承屬于標準件,其外圈與外殼孔的配合采用基軸制,內(nèi)圈與軸頸的配合采用基孔制。由于滾動軸承內(nèi)外圈的公差帶在生產(chǎn)時已經(jīng)確定,那么軸承與軸頸、外殼孔的配合選擇就是確定相應軸頸和外殼孔的公差帶,本文重點關(guān)注特殊情況下外殼孔的精度設計。在本案例中,曲軸與輸出離合器前軸處于同步旋轉(zhuǎn)狀態(tài),它們分別帶著軸承的外圈和內(nèi)圈旋轉(zhuǎn),而前軸的重力方向始終垂直向下,這樣可以實現(xiàn)套圈滾道均勻磨損,從而提高軸承的使用壽命,這種負荷稱為循環(huán)負荷或旋轉(zhuǎn)負荷。這種情況下套圈與軸頸(或外殼孔)的配合可選擇過盈配合或較緊的過渡配合。所選擇軸頸或外殼孔的標準公差等級應與軸承公差等級協(xié)調(diào),與0級(普通級)軸承配合的軸頸一般為IT6級,外殼孔一般為IT7級,相應外殼孔的公差帶如表3所示。
關(guān)于軸承外殼孔的精度設計:滾動軸承屬于標準件,其外圈與外殼孔的配合采用基軸制,內(nèi)圈與軸頸的配合采用基孔制。由于滾動軸承內(nèi)外圈的公差帶在生產(chǎn)時已經(jīng)確定,那么軸承與軸頸、外殼孔的配合選擇就是確定相應軸頸和外殼孔的公差帶,本文重點關(guān)注特殊情況下外殼孔的精度設計。在本案例中,曲軸與輸出離合器前軸處于同步旋轉(zhuǎn)狀態(tài),它們分別帶著軸承的外圈和內(nèi)圈旋轉(zhuǎn),而前軸的重力方向始終垂直向下,這樣可以實現(xiàn)套圈滾道均勻磨損,從而提高軸承的使用壽命,這種負荷稱為循環(huán)負荷或旋轉(zhuǎn)負荷。這種情況下套圈與軸頸(或外殼孔)的配合可選擇過盈配合或較緊的過渡配合。所選擇軸頸或外殼孔的標準公差等級應與軸承公差等級協(xié)調(diào),與0級(普通級)軸承配合的軸頸一般為IT6級,外殼孔一般為IT7級,相應外殼孔的公差帶如表3所示。
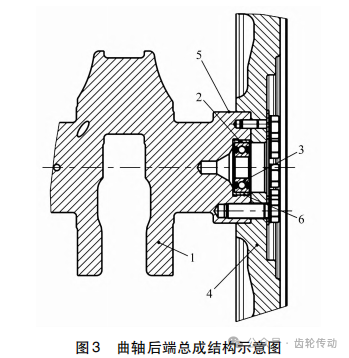
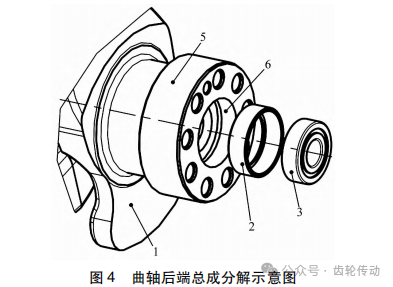
 擋環(huán)與后端內(nèi)孔的精度設計:本案例使用普通級6204-2Z滾動軸承,以下簡稱軸承。如圖4所示,后端內(nèi)孔6按軸承座孔進行設計,也可以安裝軸承。為匹配不同型號的軸承,減少曲軸的加工與型號,就設計了一個擋環(huán)套裝結(jié)構(gòu),工作時軸承安裝于擋環(huán)的內(nèi)孔,然后再將擋環(huán)安裝于曲軸的后端內(nèi)孔中,使用擋環(huán)的內(nèi)翻邊對軸承外圈進行軸向定位。
擋環(huán)與后端內(nèi)孔的精度設計:本案例使用普通級6204-2Z滾動軸承,以下簡稱軸承。如圖4所示,后端內(nèi)孔6按軸承座孔進行設計,也可以安裝軸承。為匹配不同型號的軸承,減少曲軸的加工與型號,就設計了一個擋環(huán)套裝結(jié)構(gòu),工作時軸承安裝于擋環(huán)的內(nèi)孔,然后再將擋環(huán)安裝于曲軸的后端內(nèi)孔中,使用擋環(huán)的內(nèi)翻邊對軸承外圈進行軸向定位。
 關(guān)于尺寸精度的選擇,原設計方案為:(1)后端內(nèi)孔與擋環(huán)外圈采用了過渡配合,但大概率出現(xiàn)了過盈配合;(2)擋環(huán)內(nèi)孔與軸承外圈采用了過渡配合。在生產(chǎn)過程中試裝了20臺,結(jié)果發(fā)現(xiàn)大部分軸承內(nèi)圈發(fā)生了卡滯、轉(zhuǎn)動不靈活的現(xiàn)象。與此同時,還發(fā)現(xiàn)當軸承座孔公差帶使用N7的時候,軸承會有約60%的卡滯現(xiàn)象發(fā)生。經(jīng)過拆解分析,認為是過盈配合導致軸承外圈向內(nèi)發(fā)生變形, 最終導致了軸承內(nèi)圈卡滯現(xiàn)象的發(fā)生,改進后的設計方案如下:
關(guān)于尺寸精度的選擇,原設計方案為:(1)后端內(nèi)孔與擋環(huán)外圈采用了過渡配合,但大概率出現(xiàn)了過盈配合;(2)擋環(huán)內(nèi)孔與軸承外圈采用了過渡配合。在生產(chǎn)過程中試裝了20臺,結(jié)果發(fā)現(xiàn)大部分軸承內(nèi)圈發(fā)生了卡滯、轉(zhuǎn)動不靈活的現(xiàn)象。與此同時,還發(fā)現(xiàn)當軸承座孔公差帶使用N7的時候,軸承會有約60%的卡滯現(xiàn)象發(fā)生。經(jīng)過拆解分析,認為是過盈配合導致軸承外圈向內(nèi)發(fā)生變形, 最終導致了軸承內(nèi)圈卡滯現(xiàn)象的發(fā)生,改進后的設計方案如下:
(1)軸承、擋環(huán)內(nèi)孔的公差與配合
根據(jù)標準,查軸承6204-2Z外圈的公差帶為φ47[-0.011~0],根據(jù)具體工況、實踐經(jīng)驗選擇內(nèi)孔的公差帶代號為 φ47K7[-0.018~+0.007],兩者的配合公差為[-0.018~+0.018]屬于過度配合,平均間隙為0,符合相關(guān)要求。
(2)擋環(huán)外圈、后端座孔的公差與配合
按軸承外殼孔的要求,公差等級IT7,并根據(jù)實踐經(jīng)驗確定 后端座孔的公差帶代號為φ52K7[-0.021~+0.009],將其以圖形的形式表示在圖5中。
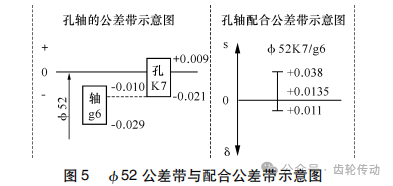 如圖5所示,選擇擋環(huán)外圈(軸)的公差等級IT6,以孔K7公差帶的下極限偏差“-0.021”作為擋環(huán)外圈上極限偏差的選擇參考,可適當向上浮動, 但要確保最終選擇的配合中80%左右的概率是間隙配合,20%左右的概率是過盈配合。這樣做的目的在于,當擋環(huán)帶著軸承裝入后端座孔時,既可以防止由于配合過松發(fā)生脫落,又可以防止過盈過大導致軸承外圈向內(nèi)發(fā)生明顯變形,造成軸承內(nèi)圈卡滯。根據(jù)GB/T1800.1—2009,φ52IT6對應的標準公差數(shù)值為0.019,再根據(jù)以上分析進行對標,選擇最接近的公差帶代號 φ52g6[-0.029-0.010]最為最終的結(jié)果,通過圖5中的孔軸配合公差帶示意圖,可看出該結(jié)果符合上述要求,其中+0.0135為平均間隙。至此,擋環(huán)外圈與后端座孔的配合代號確定為 φ52K7/g6,經(jīng)批量試裝驗證該選擇正確,沒有軸承內(nèi)圈卡滯的現(xiàn)象發(fā)生,也沒有轉(zhuǎn)運過程中擋環(huán)脫落的現(xiàn)象發(fā)生。這里需要說明的是,假如沒有合適、比較接近的公差帶代號,也沒有必要強行標準化,按以上分析給出合理的上下極限偏差即可。
如圖5所示,選擇擋環(huán)外圈(軸)的公差等級IT6,以孔K7公差帶的下極限偏差“-0.021”作為擋環(huán)外圈上極限偏差的選擇參考,可適當向上浮動, 但要確保最終選擇的配合中80%左右的概率是間隙配合,20%左右的概率是過盈配合。這樣做的目的在于,當擋環(huán)帶著軸承裝入后端座孔時,既可以防止由于配合過松發(fā)生脫落,又可以防止過盈過大導致軸承外圈向內(nèi)發(fā)生明顯變形,造成軸承內(nèi)圈卡滯。根據(jù)GB/T1800.1—2009,φ52IT6對應的標準公差數(shù)值為0.019,再根據(jù)以上分析進行對標,選擇最接近的公差帶代號 φ52g6[-0.029-0.010]最為最終的結(jié)果,通過圖5中的孔軸配合公差帶示意圖,可看出該結(jié)果符合上述要求,其中+0.0135為平均間隙。至此,擋環(huán)外圈與后端座孔的配合代號確定為 φ52K7/g6,經(jīng)批量試裝驗證該選擇正確,沒有軸承內(nèi)圈卡滯的現(xiàn)象發(fā)生,也沒有轉(zhuǎn)運過程中擋環(huán)脫落的現(xiàn)象發(fā)生。這里需要說明的是,假如沒有合適、比較接近的公差帶代號,也沒有必要強行標準化,按以上分析給出合理的上下極限偏差即可。
后軸頸與飛輪安裝止口的精度設計:后軸頸的大小為φ105,在其上要套裝飛輪部件。對于飛輪來說,它既要求對中性好,又要求拆裝方便,那么可以選擇過渡配合。關(guān)于后軸頸與飛輪止口的精度設計,根據(jù)基孔制優(yōu)先、常用配合表,選擇“優(yōu)先配合”即可,最終確定配合公差代號為φ105H7/k6,經(jīng)過實踐驗證反映良好,符合要求。
(1)在標準公差的背景下,本文以曲軸前后端總成為案例,重點討論了套裝結(jié)構(gòu)下的孔軸尺寸精度設計方法。
(2)在熱壓裝配和非自由條件下,分析了熱脹冷縮對配合性質(zhì)的影響,并以具體案例討論了熱壓變形量和精度設計方法。
(3)在特殊情況下,討論了軸承外殼孔、擋環(huán)內(nèi)外圈與飛輪安裝止口的精度設計方法。
參考文獻:略。
曲軸是內(nèi)燃機中最重要的零部件之一,它的作用是將活塞和連桿傳來的氣體力轉(zhuǎn)變?yōu)檗D(zhuǎn)矩輸出, 以驅(qū)動與其相連的傳動系統(tǒng),如汽車、拖拉機、工程機械等,此外,它還要驅(qū)動內(nèi)燃機本身的配氣機構(gòu)以及各種附件等。從結(jié)構(gòu)特征上看,曲軸主要由曲軸前端、曲拐和曲軸后端組成,其中曲拐又分為連桿軸頸、曲柄臂、平衡重等部分。 在非道路內(nèi)燃機領域,曲軸前端一般會布置曲軸齒輪、輪轂和減震皮帶輪等,曲軸齒輪用來驅(qū)動正時齒輪系,如惰齒輪、高壓油泵齒輪、凸輪軸齒輪、空壓機齒輪等;減震皮帶輪主要用來驅(qū)動各種附件,如水泵、風扇、發(fā)電機等。曲軸后端會布置擋環(huán)、滾動軸承和飛輪等,其中軸承來支撐動力輸出離合器前軸,飛輪用來連接離合器總成。 由于動力源來自于曲軸,所以曲軸齒輪、輪轂、減振皮帶輪、飛輪等均要套裝在曲軸的前端或后端,整體采用套裝結(jié)構(gòu)設計;另外,孔軸公差與配合的選擇也是套裝結(jié)構(gòu)設計中的重要組成部分,它直接影響機械產(chǎn)品的使用精度、性能和加工成本。
1 關(guān)于孔、軸標準公差
GB/T1800.1—2009《極限與配合》中所規(guī)定的公差,稱為標準公差,它的數(shù)值取決于孔或軸的標準公差等級和公稱尺寸 。標準公差等級代號由符號IT和阿拉伯數(shù)字組成,如IT7、IT8等。孔、軸的標準公差等級各分為20個等級,它們分別用代號IT01、IT0、IT2、IT3、…、IT18表示。其中IT01最高,等級依次減低,IT18最低。 配合公差等于相結(jié)合的孔與軸的公差之和,當配合公差較小時,孔與軸的精度要求較高。在過盈配合、過渡配合和小間隙配合中,配合間隙或過盈的允許變動量相對較小。孔的標準公差等級一般不低于8級,軸的標準公差等級一般不低于7級,比如H7/m6。其目的是為了保證以上三種情況下間隙或過盈的允許變動量小,即配合公差不能太大。確定孔和軸的公差等級關(guān)系時,要考慮工藝等價性,即同一配合中孔和軸的加工難易程度大致相同。標準公差等級≤IT7時采用異級配合,標準公差等級≥IT8時采用同級配合。在機械制造領域,IT6的軸和IT7的孔應用很廣泛,適用于較高精度的重要配合。
2 曲軸前端總成
如圖1所示,本文以非道路柴油機用曲軸飛輪總成為案例進行闡述和分析,曲軸前端總成包括:1、曲軸前端,2、曲軸齒輪,3、輪轂,4、減振皮帶輪,其中在曲軸前端上布置有小軸頸5(直徑φ54)、大軸頸6(直徑 φ58)等。
輪轂與小軸頸、減振皮帶輪的精度設計:如圖1所示,曲軸齒輪套裝在大軸頸上,輪轂再套裝在小軸頸上,為避免熱壓裝配過程中對結(jié)合面的損傷,大小軸頸的截面做成階梯狀,可以使曲軸齒輪順利穿過小軸頸,為此選擇小軸頸的直徑為φ54。作為轉(zhuǎn)接件,輪轂起著連接曲軸前端與減振皮帶輪的橋梁作用,可以減少曲軸種類、降低工藝復雜性,以及更好的適應減振皮帶輪的多樣性。考慮前端附件的負載功率、配套輪轂的多變性和曲軸小軸頸的統(tǒng)一性,可采用基軸制配合,選擇輪轂過孔與小軸頸的配合代號為φ54T7/h6,它比較接近于重型壓配,可產(chǎn)生相當大的結(jié)合力,同樣采用熱壓裝配工藝。輪轂要求在溫度為400℃加熱爐中,保溫30min,熱壓到曲軸前端,壓至與曲軸齒輪貼合。圖2所示為輪轂過孔與小軸頸的公差帶與配合公差帶示意圖,s表示間隙,符號為正;δ表示過盈, 符號為負。它的選擇邏輯如下:
(1)在φ90的輪轂外圓上,會套裝骨架油封以防止機油泄漏,在油封標注GB/T1387.1—2007中,要求軸的直徑公差不得超過h11;
(2)減振皮帶輪與輪轂之間要求拆裝方便但無相對運動;
(3)根據(jù)以上兩點,初選減振皮帶輪止口與輪轂外圓的配合代號為φ90H7/h6,屬于最小間隙為0的間隙配合。
(1)沒有出現(xiàn)屈服變形,即在彈性變形范圍內(nèi);
(2)沒有受到任何約束,即可以自由膨脹或收縮。在本文中,在將輪轂熱壓裝配到小軸頸后,接下來進行的冷卻收縮過程,顯然不是自由收縮過程,它受到了小軸頸的阻礙作用,形成了所謂的過盈配合。那么,這就意味著輪轂上φ90h6的尺寸,在經(jīng)過熱壓裝配后會被脹大,結(jié)果就會導致減振皮帶輪止口處裝配困難,也就是出現(xiàn)了軸大孔小不容易裝配的情況。實際上,輪轂外圓與減振皮帶輪的止口按φ90H7/h6加工后,在生產(chǎn)過程中確實發(fā)生了裝配困難的現(xiàn)象,圖紙上輪轂φ90h6的公差帶為[-0.022~0],熱壓裝配前后測量相關(guān)數(shù)據(jù)如表1所示。熱壓前外圓直徑偏差測量數(shù)據(jù)均在公差[-0.022~0]的區(qū)間范圍內(nèi),熱壓后外圓直徑全部超差,熱壓變形量為+0.045~+0.055之間。通過圖2我們可以知道,φ54T7/h6配合的平均過盈為-0.0605。為補償熱壓變形量,將輪轂Ф90h6的上下極限偏差均減小0.06,這時極限偏差修正為[-0.082~-0.06],保持減振皮帶輪止口φ90H7不變。按這個修正公差帶再次加工并裝車驗證,之前裝配困難的問題得到了順利解決。
3 曲軸后端總成
如圖3所示,曲軸后端總成包括:1、曲軸后端,2、擋環(huán),3、滾動軸承,4、飛輪,其中在曲軸后端還布置有后軸頸5(直徑φ54)、后端內(nèi)孔6(直徑φ52)等。(1)軸承、擋環(huán)內(nèi)孔的公差與配合
根據(jù)標準,查軸承6204-2Z外圈的公差帶為φ47[-0.011~0],根據(jù)具體工況、實踐經(jīng)驗選擇內(nèi)孔的公差帶代號為 φ47K7[-0.018~+0.007],兩者的配合公差為[-0.018~+0.018]屬于過度配合,平均間隙為0,符合相關(guān)要求。
(2)擋環(huán)外圈、后端座孔的公差與配合
按軸承外殼孔的要求,公差等級IT7,并根據(jù)實踐經(jīng)驗確定 后端座孔的公差帶代號為φ52K7[-0.021~+0.009],將其以圖形的形式表示在圖5中。
后軸頸與飛輪安裝止口的精度設計:后軸頸的大小為φ105,在其上要套裝飛輪部件。對于飛輪來說,它既要求對中性好,又要求拆裝方便,那么可以選擇過渡配合。關(guān)于后軸頸與飛輪止口的精度設計,根據(jù)基孔制優(yōu)先、常用配合表,選擇“優(yōu)先配合”即可,最終確定配合公差代號為φ105H7/k6,經(jīng)過實踐驗證反映良好,符合要求。
4 結(jié)論
(1)在標準公差的背景下,本文以曲軸前后端總成為案例,重點討論了套裝結(jié)構(gòu)下的孔軸尺寸精度設計方法。
(2)在熱壓裝配和非自由條件下,分析了熱脹冷縮對配合性質(zhì)的影響,并以具體案例討論了熱壓變形量和精度設計方法。
(3)在特殊情況下,討論了軸承外殼孔、擋環(huán)內(nèi)外圈與飛輪安裝止口的精度設計方法。
參考文獻:略。