圍繞汽車后橋從動齒輪終鍛模具參數(shù)設(shè)計展開研究,探討了閉式模鍛工藝在齒輪制造中的應(yīng)用及關(guān)鍵參數(shù)優(yōu)化。通過工藝分析對比了開式與閉式模鍛的優(yōu)缺點,指出閉式模鍛在材料利用率、生產(chǎn)效率及鍛件精度上的顯著優(yōu)勢。針對齒輪鍛件特性,提出了毛坯尺寸計算模型(坯料直徑233mm,最終選取240mm),并基于熱鍛件圖完成了終鍛模膛設(shè)計。結(jié)合單位擠壓力與總擠壓力計算(F=17571kN),選定20000kN熱模鍛壓力機以確保安全性與工藝穩(wěn)定性。研究結(jié)果表明,閉式模鍛結(jié)合合理的模具參數(shù)設(shè)計可有效降低飛邊損耗、提升鍛件成形質(zhì)量,為汽車齒輪高效精密制造提供了理論依據(jù)與實踐參考。
車后橋從動齒輪作為傳動系統(tǒng)的關(guān)鍵組成部分, 其作用與重要性不容忽視。在汽車動力傳遞過程中,從動齒輪負責將發(fā)動機產(chǎn)生的動力通過變速器傳遞到驅(qū)動輪,確保車輛平穩(wěn)行駛。據(jù)統(tǒng)計,一輛汽車的傳動系中,后橋從動齒輪的故障率直接影響到車輛的可靠性和使用壽命若從動齒輪的精度不夠,會導(dǎo)致傳動效率下降,增加燃油消耗,甚至可能引起傳動系統(tǒng)的異常噪音和振動,影響駕駛體驗。因此,從動齒輪的設(shè)計和制造質(zhì)量直接關(guān)系到汽車的整體性能。在制造過程中,終鍛模具參數(shù)的設(shè)計尤為關(guān)鍵,它決定了齒輪形狀、尺寸精度和表面質(zhì)量的關(guān)鍵因素,其設(shè)計的優(yōu)劣直接影響到齒輪的性能和壽命。精密的終鍛模具可以顯著提高齒輪的生產(chǎn)效率和質(zhì)量,從而提升整個傳動系統(tǒng)的性能。
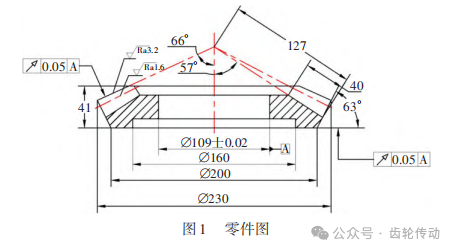
鍛件的工藝分析:本熱鍛設(shè)計的是汽車后橋從動齒輪的模具,如圖1所示。
 齒輪是一種重要的零件,它能夠通過轉(zhuǎn)動來傳遞動力,通過調(diào)節(jié)轉(zhuǎn)矩來調(diào)節(jié)速度。此外,它的齒面之間也會發(fā)生摩擦,并且會對輪齒的根部產(chǎn)生影響。受到各種應(yīng)力的影響,齒輪可能會出現(xiàn)斷裂、粘合不牢、疲勞過度以及磨損等問題,從而導(dǎo)致其失效。齒輪的故障可能由多種應(yīng)力造成,包括接觸應(yīng)力和彎曲應(yīng)力。為了避免這些問題,應(yīng)該仔細研究齒輪的性能特征,并選取適當?shù)牟牧虾蜔崽幚砑夹g(shù)來確保它們能夠正常工作。齒輪表面應(yīng)有足夠的硬度。由于齒輪表面的凹凸不平,使得其具備較高的硬度,從而產(chǎn)生巨大的壓力,從而使得金屬材料發(fā)生塑性變形,甚至嵌入到相對表面,從而使得金屬與齒輪之間發(fā)生直接接觸,并且形成摩擦力。磨損是一種常見的機械現(xiàn)象,它通常發(fā)生在齒輪之間。為了降低這種磨損,需要增加齒輪的韌性和強度。通過增加韌性和強度,可以改善齒輪的接觸條件,增強它們的耐久性和耐用性。為了確保輪齒具備良好的耐受性,它們的芯部必須具備充分的強度和韌性,無論是受到外界的變載還是沖擊載荷,都能抵御外界的影響。此外,不同尺寸的齒輪也需要具備適當?shù)挠捕炔睢T谶x擇螺旋錐齒輪時,應(yīng)該兼顧其加工性、經(jīng)濟性以及其他特殊性能。作為汽車的重要組成部分,它們不僅可以提供動力,還可以通過差速器實現(xiàn)自動換擋,以滿足不同的行駛需求。由于其獨特的結(jié)構(gòu),主動螺旋錐齒輪和從動錐齒輪都可以發(fā)揮重要的功能。前者由花鍵組成,與變速器的動力輸出軸相連,而后者則由螺旋錐齒輪組成,其中螺旋錐齒輪的直徑比前者更大,可以有效地降低轉(zhuǎn)矩,并且沿著圓周均勻地分布著螺栓孔,以便將降低的轉(zhuǎn)矩傳 送至差速器。錐齒輪是一種傳動機械,它既能傳遞高速傳動,又能傳遞較大扭矩。當運輸物品或制動器停止運轉(zhuǎn)時,這種齒輪會承受沖擊負荷。其常見的失效方式有:磨損、腐蝕和斷裂。因此,齒輪應(yīng)具備以下性能:①優(yōu)良的力學(xué)性能;②優(yōu)良的滲碳淬火性能;③優(yōu)良的抗沖擊性。
齒輪是一種重要的零件,它能夠通過轉(zhuǎn)動來傳遞動力,通過調(diào)節(jié)轉(zhuǎn)矩來調(diào)節(jié)速度。此外,它的齒面之間也會發(fā)生摩擦,并且會對輪齒的根部產(chǎn)生影響。受到各種應(yīng)力的影響,齒輪可能會出現(xiàn)斷裂、粘合不牢、疲勞過度以及磨損等問題,從而導(dǎo)致其失效。齒輪的故障可能由多種應(yīng)力造成,包括接觸應(yīng)力和彎曲應(yīng)力。為了避免這些問題,應(yīng)該仔細研究齒輪的性能特征,并選取適當?shù)牟牧虾蜔崽幚砑夹g(shù)來確保它們能夠正常工作。齒輪表面應(yīng)有足夠的硬度。由于齒輪表面的凹凸不平,使得其具備較高的硬度,從而產(chǎn)生巨大的壓力,從而使得金屬材料發(fā)生塑性變形,甚至嵌入到相對表面,從而使得金屬與齒輪之間發(fā)生直接接觸,并且形成摩擦力。磨損是一種常見的機械現(xiàn)象,它通常發(fā)生在齒輪之間。為了降低這種磨損,需要增加齒輪的韌性和強度。通過增加韌性和強度,可以改善齒輪的接觸條件,增強它們的耐久性和耐用性。為了確保輪齒具備良好的耐受性,它們的芯部必須具備充分的強度和韌性,無論是受到外界的變載還是沖擊載荷,都能抵御外界的影響。此外,不同尺寸的齒輪也需要具備適當?shù)挠捕炔睢T谶x擇螺旋錐齒輪時,應(yīng)該兼顧其加工性、經(jīng)濟性以及其他特殊性能。作為汽車的重要組成部分,它們不僅可以提供動力,還可以通過差速器實現(xiàn)自動換擋,以滿足不同的行駛需求。由于其獨特的結(jié)構(gòu),主動螺旋錐齒輪和從動錐齒輪都可以發(fā)揮重要的功能。前者由花鍵組成,與變速器的動力輸出軸相連,而后者則由螺旋錐齒輪組成,其中螺旋錐齒輪的直徑比前者更大,可以有效地降低轉(zhuǎn)矩,并且沿著圓周均勻地分布著螺栓孔,以便將降低的轉(zhuǎn)矩傳 送至差速器。錐齒輪是一種傳動機械,它既能傳遞高速傳動,又能傳遞較大扭矩。當運輸物品或制動器停止運轉(zhuǎn)時,這種齒輪會承受沖擊負荷。其常見的失效方式有:磨損、腐蝕和斷裂。因此,齒輪應(yīng)具備以下性能:①優(yōu)良的力學(xué)性能;②優(yōu)良的滲碳淬火性能;③優(yōu)良的抗沖擊性。
工藝方案設(shè)計:為了制造汽車后橋上的動態(tài)齒輪,使用了兩種常見的鍛造成形技術(shù):開式和閉式。(1)開式模鍛。開式模鍛是金屬在不完全受限制的模膛內(nèi)變形流動,模具帶有一個容納多余金屬的飛邊槽。模鍛開始時,金屬先流向模膛,當模膛阻力增加后,部分金屬開始沿水平方向流向飛邊槽形成飛邊。隨著飛邊的不斷減薄和該處金屬溫度的降低,金屬向飛邊槽處流動的阻力加大,迫使更多金屬流入模膛。當模膛充滿后,多余的金屬由飛邊槽處流出。開式模鍛作為一種古老的鍛造方法,在近代的技術(shù)進步中,它被用于制作各種各樣的機械零件,其中包括輾環(huán)和擺動輾壓等。采用開式模鍛技術(shù)制造零件的工藝流程包括:加熱→預(yù)鍛→終鍛→切邊沖連皮。開式模鍛的缺陷顯而易見:投入巨大,材料利用率極低,生產(chǎn)效率極低,噪音極高,振動極大,勞動環(huán)境極其糟糕,生產(chǎn)成本極高。(2)閉式模鍛。閉式模鍛即無飛邊模鍛,一般在鍛造過程中上模與下模的間隙不變,坯料在四周封閉的模膛中成形,不產(chǎn)生橫向飛邊,少量的多余材料將形成縱向飛刺,飛刺在后續(xù)工序中除去。閉式模鍛成形工藝過程:下料→軟化熱處理→石墨潤滑→鍛造→沖孔連皮。
坯料直徑計算:齒輪坯屬于圓形鍛件,坯料的直徑用dp表示,計算公式為:
 式中:
式中:
 經(jīng)過計算得Vp=701229.18mm3,得dp=233mm,按照標準規(guī)格選取dp=240mm。根據(jù)分流鍛造原理,將毛坯加工成圖2的形狀。
經(jīng)過計算得Vp=701229.18mm3,得dp=233mm,按照標準規(guī)格選取dp=240mm。根據(jù)分流鍛造原理,將毛坯加工成圖2的形狀。
 坯料長度:下料長度公式為:
坯料長度:下料長度公式為:
 閉式模鍛模膛設(shè)計:終鍛模膛是鍛模各種模膛中最重要的模膛,它是完成鍛件最終成形的終鍛工步,通過終鍛模膛可以獲得帶飛邊的鍛件。而坯料需要在預(yù)制模膛內(nèi)進行預(yù)加工,這主要是為了讓坯料金屬在鍛造過程中充分填充模腔,并合理分布在模腔內(nèi)。同時也是為了使形狀復(fù)雜的鍛造模具坯料金屬在加工時更接近模腔的形狀。對于本設(shè)計的齒輪鍛造,通常只用鐓鍛和最終鍛造兩個步驟。坯料圓型表面上的氧化皮一般都是在鐓鍛過程中去除,通過豎立并輕輕壓鐓鍛的圓餅來去除毛坯端面上的氧化皮。而本設(shè)計只需要終鍛模膛就行,因為采用的模具是通過最終鍛造一次成形的,不需要設(shè)置預(yù)制模膛,故不考慮設(shè)置預(yù)制模膛。為了使齒輪的毛坯能夠在1,150℃的溫度下完成模鍛成形,需要根據(jù)熱鍛件圖來設(shè)計模腔。
閉式模鍛模膛設(shè)計:終鍛模膛是鍛模各種模膛中最重要的模膛,它是完成鍛件最終成形的終鍛工步,通過終鍛模膛可以獲得帶飛邊的鍛件。而坯料需要在預(yù)制模膛內(nèi)進行預(yù)加工,這主要是為了讓坯料金屬在鍛造過程中充分填充模腔,并合理分布在模腔內(nèi)。同時也是為了使形狀復(fù)雜的鍛造模具坯料金屬在加工時更接近模腔的形狀。對于本設(shè)計的齒輪鍛造,通常只用鐓鍛和最終鍛造兩個步驟。坯料圓型表面上的氧化皮一般都是在鐓鍛過程中去除,通過豎立并輕輕壓鐓鍛的圓餅來去除毛坯端面上的氧化皮。而本設(shè)計只需要終鍛模膛就行,因為采用的模具是通過最終鍛造一次成形的,不需要設(shè)置預(yù)制模膛,故不考慮設(shè)置預(yù)制模膛。為了使齒輪的毛坯能夠在1,150℃的溫度下完成模鍛成形,需要根據(jù)熱鍛件圖來設(shè)計模腔。
壓力機的選取:
熱鍛壓力機的確定:壓力機是一種多功能的設(shè)備,它們可以應(yīng)用于各種工業(yè)領(lǐng)域,并且具有優(yōu)秀的結(jié)構(gòu)和高效的生產(chǎn)能力。壓力機是一種廣泛使用的設(shè)備,可以用來處理多種復(fù)雜的加工任務(wù),例如切削、鉆孔、剪裁、拉伸、焊接和成形。當機械壓力機處于工作狀態(tài)時,三角皮帶驅(qū)動大皮帶輪(也被稱為飛輪),通過齒輪組件、離合器以及曲柄滑塊機構(gòu),使得滑塊與凸輪之間形成一個垂直的動作,以達到設(shè)定的目的。當機械壓力機完成了鍛造工作,滑塊就會朝著目標方向移動,此時,離合器就會被松開,同時,曲柄軸上的自動控制系統(tǒng)也會被喚醒。從而將滑塊穩(wěn)定地停留在起始位置 。壓力機有3種主要類型:螺旋壓力機、曲柄壓力機和液壓壓力機。其中,曲柄壓力機是最常見的,也被稱作機械壓力機,可以實現(xiàn)各種復(fù)雜的工作需求。機械壓力機具有出色的運行性能,能夠在沖壓、擠壓、模鍛和粉末冶金等復(fù)雜工藝中發(fā)揮出色的效果。本設(shè)計主要選用機械壓力機中的模鍛壓力機,模鍛壓力機是用于熱塊成形的設(shè)備。這種方法通常被用來生產(chǎn)大量的模鍛和精整鍛件,它能夠提供高精度的鍛件,更好地利用材料,提高生產(chǎn)效率,并且容易實現(xiàn)自動化。除了這些優(yōu)點,這項工藝的操作難度很低,而且噪聲和振動都很少。
單位擠壓力的計算:本次設(shè)計擠壓為正擠壓,單位擠壓力為:
 總擠壓力的計算:在鍛造過程中,模具的表面需要做潤滑處理,而潤滑所使用潤滑液的機械性能和零件的氧化層的清理,以及零件表面粗糙度也會產(chǎn)生影響,故選取壓力機的時候需要一個安全系數(shù)用來確保壓力機正常工作,這個安全系數(shù)用C來表示,得總擠壓力的計算公式為:
總擠壓力的計算:在鍛造過程中,模具的表面需要做潤滑處理,而潤滑所使用潤滑液的機械性能和零件的氧化層的清理,以及零件表面粗糙度也會產(chǎn)生影響,故選取壓力機的時候需要一個安全系數(shù)用來確保壓力機正常工作,這個安全系數(shù)用C來表示,得總擠壓力的計算公式為:
 式中:
式中:
 選擇壓力設(shè)備的時候,擠壓力是非常重要的因素。本設(shè)計模具的總擠壓力為F=17,571kN,考慮到以上原則以及在日常實際中坯料的熱加工、氧化層的去除等,同時也考慮到設(shè)備安全工作的問題,最終選取F=20,000kN 的熱模鍛壓力機。
選擇壓力設(shè)備的時候,擠壓力是非常重要的因素。本設(shè)計模具的總擠壓力為F=17,571kN,考慮到以上原則以及在日常實際中坯料的熱加工、氧化層的去除等,同時也考慮到設(shè)備安全工作的問題,最終選取F=20,000kN 的熱模鍛壓力機。
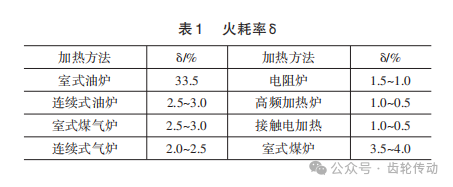
閉式模鍛工藝通過無飛邊設(shè)計顯著提高了材料利用率(火耗率降至1.0%),減少了后續(xù)加工工序,同時降低了噪聲與振動,改善了生產(chǎn)環(huán)境。基于分流鍛造原理的毛坯尺寸計算(d=240mm)與終鍛模膛設(shè)計,確保了鍛件在1,150℃高溫下的充分填充與精確成形,提升了齒輪的力學(xué)性能與表面硬度。通過單位擠壓力公式(正擠壓)與總擠壓力安全系數(shù)(C=1.3)計算,驗證了 20, 000kN熱模鍛壓力機的適用性,兼顧了工藝可靠性與設(shè)備經(jīng)濟性。
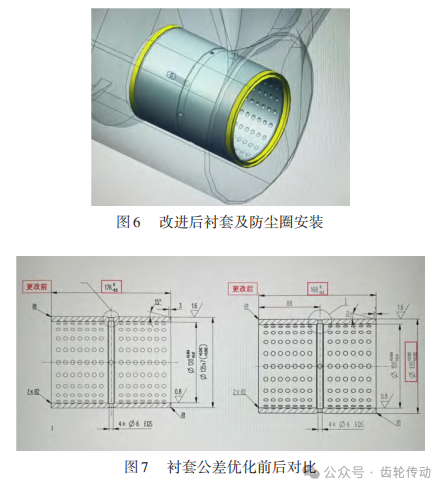
軸套外圈過盈量,使用液氮進行冷裝,進一步提升安裝效果,避免在長時間惡劣工況下出現(xiàn)脫套的問題,進而封死軸去發(fā)生松動而產(chǎn)生潤滑脂內(nèi)泄的通道。軸套增大的過盈量有利于市場機型的更換,因市場挖掘機工況惡劣工作時間長或多或少已經(jīng)出現(xiàn)動臂后支座軸套安裝孔孔徑微量增大的情況,原有配合公差已無法滿足現(xiàn)安裝要求(見圖7)。
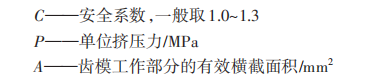
 改進效果:通過對該型號挖掘機增加密封圈及更改軸套尺寸的方式進行調(diào)整后,不僅增強其密封效果,防止?jié)櫥瑑?nèi)泄,而且增強軸套與動臂后支座的緊固度,更好地滿足惡劣工況下的使用。通過市場更換及后續(xù)小批試制,該型號挖掘機未出現(xiàn)潤滑脂內(nèi)泄情況,說明此改進取得成功。
改進效果:通過對該型號挖掘機增加密封圈及更改軸套尺寸的方式進行調(diào)整后,不僅增強其密封效果,防止?jié)櫥瑑?nèi)泄,而且增強軸套與動臂后支座的緊固度,更好地滿足惡劣工況下的使用。通過市場更換及后續(xù)小批試制,該型號挖掘機未出現(xiàn)潤滑脂內(nèi)泄情況,說明此改進取得成功。
挖掘機動臂后支座作為挖掘機工作裝置結(jié)構(gòu)的重要組成部分,設(shè)計時應(yīng)該考慮其重載下的潤滑以及潤滑脂流向。在選擇動臂后支座的結(jié)構(gòu)形式時,在兼顧強度與精度的同時考慮潤滑效果以及潤滑脂加注后的密封性確保在需要的部位滿足潤滑效果。考慮挖掘機在工作時可能會配套不同的屬具進行作業(yè)。在破碎工況及惡劣工況環(huán)境下動臂后支座需要承受較大沖擊載荷,因此軸套的選擇尤為關(guān)鍵,軸套與動臂后銷軸裝配的過盈量應(yīng)盡可能大。保證在長久惡劣工況下不會發(fā)生配合失效。
參考文獻略。
引 言 | 1
車后橋從動齒輪作為傳動系統(tǒng)的關(guān)鍵組成部分, 其作用與重要性不容忽視。在汽車動力傳遞過程中,從動齒輪負責將發(fā)動機產(chǎn)生的動力通過變速器傳遞到驅(qū)動輪,確保車輛平穩(wěn)行駛。據(jù)統(tǒng)計,一輛汽車的傳動系中,后橋從動齒輪的故障率直接影響到車輛的可靠性和使用壽命若從動齒輪的精度不夠,會導(dǎo)致傳動效率下降,增加燃油消耗,甚至可能引起傳動系統(tǒng)的異常噪音和振動,影響駕駛體驗。因此,從動齒輪的設(shè)計和制造質(zhì)量直接關(guān)系到汽車的整體性能。在制造過程中,終鍛模具參數(shù)的設(shè)計尤為關(guān)鍵,它決定了齒輪形狀、尺寸精度和表面質(zhì)量的關(guān)鍵因素,其設(shè)計的優(yōu)劣直接影響到齒輪的性能和壽命。精密的終鍛模具可以顯著提高齒輪的生產(chǎn)效率和質(zhì)量,從而提升整個傳動系統(tǒng)的性能。
鍛造工藝方案設(shè)計 | 2
鍛件的工藝分析:本熱鍛設(shè)計的是汽車后橋從動齒輪的模具,如圖1所示。
工藝方案設(shè)計:為了制造汽車后橋上的動態(tài)齒輪,使用了兩種常見的鍛造成形技術(shù):開式和閉式。(1)開式模鍛。開式模鍛是金屬在不完全受限制的模膛內(nèi)變形流動,模具帶有一個容納多余金屬的飛邊槽。模鍛開始時,金屬先流向模膛,當模膛阻力增加后,部分金屬開始沿水平方向流向飛邊槽形成飛邊。隨著飛邊的不斷減薄和該處金屬溫度的降低,金屬向飛邊槽處流動的阻力加大,迫使更多金屬流入模膛。當模膛充滿后,多余的金屬由飛邊槽處流出。開式模鍛作為一種古老的鍛造方法,在近代的技術(shù)進步中,它被用于制作各種各樣的機械零件,其中包括輾環(huán)和擺動輾壓等。采用開式模鍛技術(shù)制造零件的工藝流程包括:加熱→預(yù)鍛→終鍛→切邊沖連皮。開式模鍛的缺陷顯而易見:投入巨大,材料利用率極低,生產(chǎn)效率極低,噪音極高,振動極大,勞動環(huán)境極其糟糕,生產(chǎn)成本極高。(2)閉式模鍛。閉式模鍛即無飛邊模鍛,一般在鍛造過程中上模與下模的間隙不變,坯料在四周封閉的模膛中成形,不產(chǎn)生橫向飛邊,少量的多余材料將形成縱向飛刺,飛刺在后續(xù)工序中除去。閉式模鍛成形工藝過程:下料→軟化熱處理→石墨潤滑→鍛造→沖孔連皮。
終鍛模具設(shè)計 | 3
坯料直徑計算:齒輪坯屬于圓形鍛件,坯料的直徑用dp表示,計算公式為:
壓力機的選取:
熱鍛壓力機的確定:壓力機是一種多功能的設(shè)備,它們可以應(yīng)用于各種工業(yè)領(lǐng)域,并且具有優(yōu)秀的結(jié)構(gòu)和高效的生產(chǎn)能力。壓力機是一種廣泛使用的設(shè)備,可以用來處理多種復(fù)雜的加工任務(wù),例如切削、鉆孔、剪裁、拉伸、焊接和成形。當機械壓力機處于工作狀態(tài)時,三角皮帶驅(qū)動大皮帶輪(也被稱為飛輪),通過齒輪組件、離合器以及曲柄滑塊機構(gòu),使得滑塊與凸輪之間形成一個垂直的動作,以達到設(shè)定的目的。當機械壓力機完成了鍛造工作,滑塊就會朝著目標方向移動,此時,離合器就會被松開,同時,曲柄軸上的自動控制系統(tǒng)也會被喚醒。從而將滑塊穩(wěn)定地停留在起始位置 。壓力機有3種主要類型:螺旋壓力機、曲柄壓力機和液壓壓力機。其中,曲柄壓力機是最常見的,也被稱作機械壓力機,可以實現(xiàn)各種復(fù)雜的工作需求。機械壓力機具有出色的運行性能,能夠在沖壓、擠壓、模鍛和粉末冶金等復(fù)雜工藝中發(fā)揮出色的效果。本設(shè)計主要選用機械壓力機中的模鍛壓力機,模鍛壓力機是用于熱塊成形的設(shè)備。這種方法通常被用來生產(chǎn)大量的模鍛和精整鍛件,它能夠提供高精度的鍛件,更好地利用材料,提高生產(chǎn)效率,并且容易實現(xiàn)自動化。除了這些優(yōu)點,這項工藝的操作難度很低,而且噪聲和振動都很少。
單位擠壓力的計算:本次設(shè)計擠壓為正擠壓,單位擠壓力為:
結(jié)束語 | 4
閉式模鍛工藝通過無飛邊設(shè)計顯著提高了材料利用率(火耗率降至1.0%),減少了后續(xù)加工工序,同時降低了噪聲與振動,改善了生產(chǎn)環(huán)境。基于分流鍛造原理的毛坯尺寸計算(d=240mm)與終鍛模膛設(shè)計,確保了鍛件在1,150℃高溫下的充分填充與精確成形,提升了齒輪的力學(xué)性能與表面硬度。通過單位擠壓力公式(正擠壓)與總擠壓力安全系數(shù)(C=1.3)計算,驗證了 20, 000kN熱模鍛壓力機的適用性,兼顧了工藝可靠性與設(shè)備經(jīng)濟性。
軸套外圈過盈量,使用液氮進行冷裝,進一步提升安裝效果,避免在長時間惡劣工況下出現(xiàn)脫套的問題,進而封死軸去發(fā)生松動而產(chǎn)生潤滑脂內(nèi)泄的通道。軸套增大的過盈量有利于市場機型的更換,因市場挖掘機工況惡劣工作時間長或多或少已經(jīng)出現(xiàn)動臂后支座軸套安裝孔孔徑微量增大的情況,原有配合公差已無法滿足現(xiàn)安裝要求(見圖7)。
結(jié)束語
挖掘機動臂后支座作為挖掘機工作裝置結(jié)構(gòu)的重要組成部分,設(shè)計時應(yīng)該考慮其重載下的潤滑以及潤滑脂流向。在選擇動臂后支座的結(jié)構(gòu)形式時,在兼顧強度與精度的同時考慮潤滑效果以及潤滑脂加注后的密封性確保在需要的部位滿足潤滑效果。考慮挖掘機在工作時可能會配套不同的屬具進行作業(yè)。在破碎工況及惡劣工況環(huán)境下動臂后支座需要承受較大沖擊載荷,因此軸套的選擇尤為關(guān)鍵,軸套與動臂后銷軸裝配的過盈量應(yīng)盡可能大。保證在長久惡劣工況下不會發(fā)生配合失效。
參考文獻略。